



更新时间:2024-12-23 14:53:42 浏览次数:3 公司名称:杭州 苏沪金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4350 |
| 发货期限 | 两天 |
| 供货总量 | 4000 |
| 运费说明 | 物流 |
| 最小起订 | 1根 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B 16mn |
| 产品品牌 | 神悦 |
| 产品规格 | 规格全 |
| 发货城市 | 包头 |
| 产品产地 | 包头 |
| 加工定制 | 加工 |
| 产品型号 | 型号全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 碳钢 |
| 质保时间 | 一年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 排水用 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 6米 可按客户要求定尺 |



<庆阳>神悦钢材有限公司87821
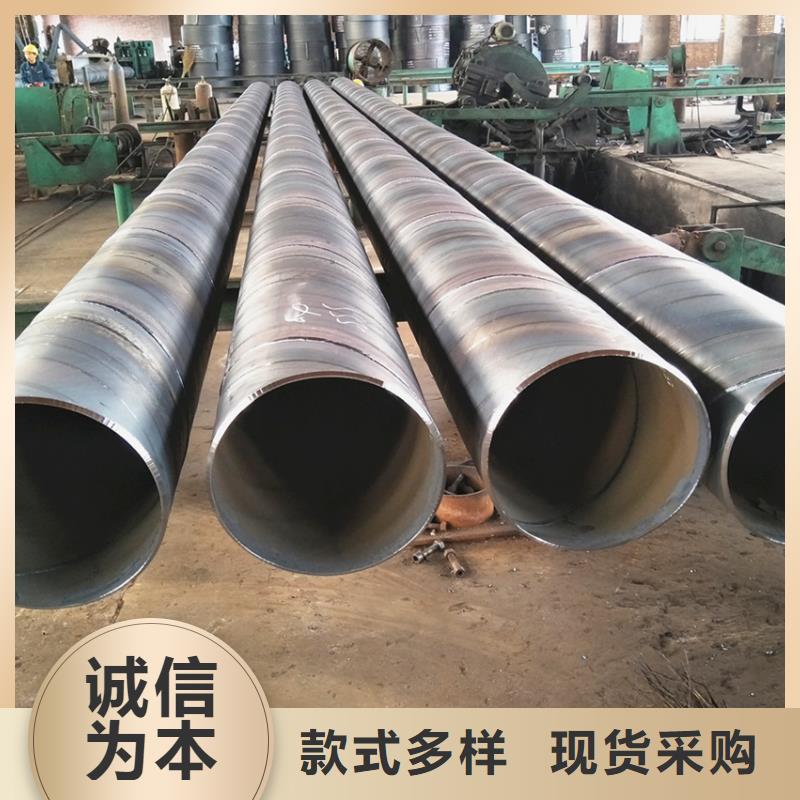
2.庆阳防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.庆阳防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.庆阳防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.庆阳防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.庆阳镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。
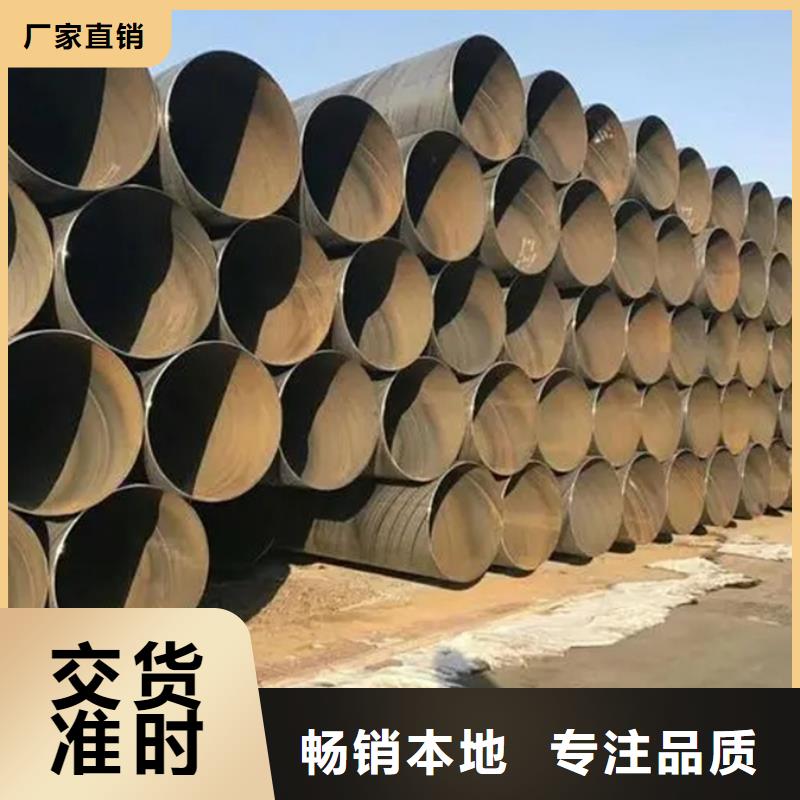
庆阳镀锌螺旋管下线后,应将其放置在平坦的地方,并应放置在平坦的地方。不要互相挤压。如果将挤压型放置至少24小时,则PE层应完全附着在钢管的外壁上。 庆阳镀锌螺旋管防腐结构: 普通级≥0.70一层外部带的内层+一层底漆+一层的 增强级≥1.40层底漆+内层的(重叠是带的宽度的50?55%) 的一个层外层胶带(重叠为胶带宽度的50?55%) 庆阳镀锌螺旋管主要用于石油和天然气的输送;化工,城市建设中的给排水,输气等埋地钢管的外表面是防腐的,具有施工方便,无污染的特点。自1960年代以来,聚乙烯PE防腐胶带已广泛用作油气管道的外部防腐材料。它已经使用了40多年。由于其优异的防腐性能和便捷的施工性能,使其成为管道的防腐材料。该系统具有一定的地位。而且由于聚乙烯涂胶胶带生产企业不断改进和提高聚乙烯PE防腐胶带的品种和质量。

钢与镍基合金组合电弧焊也应如此。庆阳大口径螺旋管价格镍基耐蚀合金中工业纯镍与镍一铜合金系合金,即蒙乃尔合金,焊接性相似,和任何钢如等的组合焊接性良好。其他镍基耐蚀合金的焊接性和铁基耐蚀合金奥氏体不锈钢可视为铁基耐蚀合金都是奥氏体组织,固态没有相变,与钢组合的异种金属焊接性也没有难度。关键是焊前焊件清理和选择合适的焊接材料如焊丝焊条焊剂和保护气体等,以及采用较小的热输人镍基耐蚀合金大多数是固溶强化型,只有少数属于时效强化沉淀强化型,牌号的个数字是奇数,如工业纯镍镍铜系蒙乃尔镍一铬铁的因康涅镍铬钼的哈斯特洛伊等属于时效强化型。 固溶强化型合金对各种焊电弧方法都具备适应性,庆阳大口径螺旋管价格时效强化型耐蚀合金只能采用小热输入的焊接方法。自然,钢和时效强化型耐蚀合金组合的异种金属焊接也只能采用焊,这一点与镍基高温合金的情况是一样的。异种有色金属组合的接铜与铝组合的焊接概述在本书第章中分析了常用有色金属铜铝钛镍及其合金的性质分类和用途及其自身同种金属的焊接性后,再讨论异种有色金属组合的焊接就容易多了。表是常用有色金属铜铝钛镍及铁等金属元素的物理性能及化学性能,表中列人铁元素只是为了作个参考。由表可知,铜铝的物理性能与铁相比,其大的特点和优势是导热性和导电性好。因此,铜铝大的用途是作为导电材料和散热材料。与焊接有关的是作为导电材料的铜和铝,金属材料的导电性和导热性是相互关联的,导电性好的金属其导电性也必然好。


随着连续式炉生产效率的提高,由搬运装置造成为螺旋钢管表面划伤以及搬运设备常常发生摩损故障也是其缺点。期待与您的合作! 一. 庆阳防腐螺旋管热推成形 庆阳防腐螺旋管弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。 热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。