更新时间:2025-01-04 03:27:23 浏览次数:7 公司名称:聊城 格瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 400/吨 |
| 发货期限 | 2天内 |
| 供货总量 | 50000 |
| 运费说明 | 汽运 |
| 最小起订 | 0.1 |
| 质量等级 | 1级 |
| 是否厂家 | 厂家 |
| 产品材质 | 碳素管 |
| 产品品牌 | 宝钢 攀钢 |
| 产品规格 | 10-536 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | 10-536 |
| 可售卖地 | 全国 |
| 产品重量 | 0.19 |
| 产品颜色 | 可定制 |
| 质保时间 | 1年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 全国 |
| 是否进口 | 否 |
| 产品 酸洗钝化无缝钢管 | 产品表面 可定制 |
| 生产工艺 热轧管 | 计重方式 过磅 |
| 是否加工 可酸洗配件 | 连接方式 焊接式 |



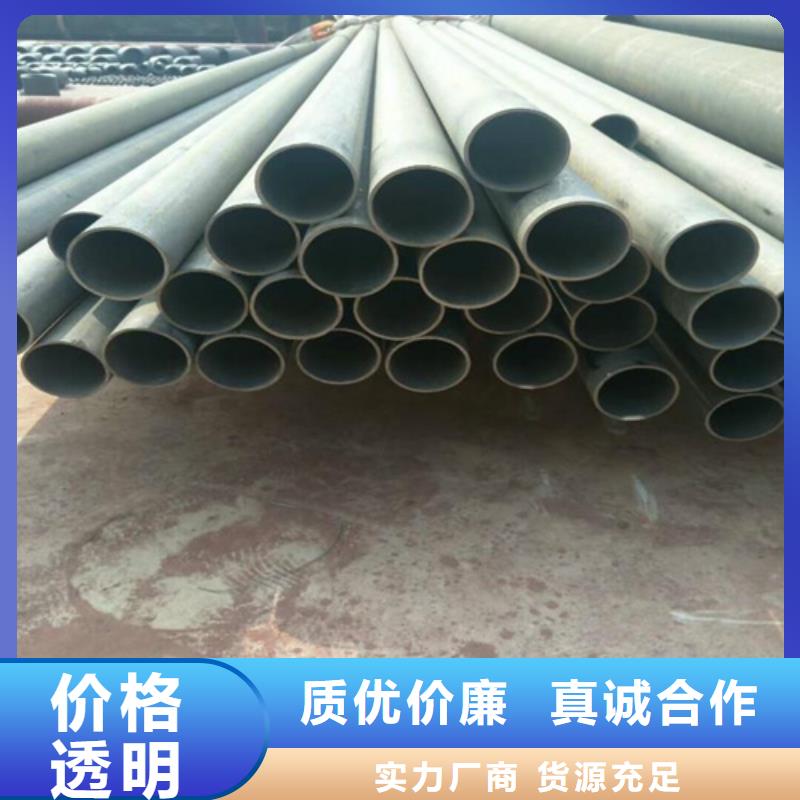



酸洗钝化无缝钢管钝化与防锈油主要的区别是生成产物不一样;防锈油是利用油膜封闭金属表面的气孔达到隔离与氧气接触而有效防止生锈的作用,是一种名副其实的物理反应。油膜比较容易随着生产的进行而被,破坏的失效;而钝化是利用钝化液中的氧化性物质与金属产生氧化还原反应,酸洗钝化无缝钢管促使在金属表面生成一层金属的氧化化合物,达到有效保护金属的目的。这一过程属于化学反应。产生的钝化膜致密,完整不易被破坏。
酸洗钝化无缝钢管化处置的惯例工艺进程为确保酸洗钝化质量,酸洗钝化无缝钢管起首需思索采用酸洗钝化液浸泡的方法,在不方便于采用液体浸泡的状况下,才思索用涂刷酸洗钝化膏的方法,但不宜运用涂刷酸洗钝化液的方法。当采用酸洗钝化液浸泡的方法时,需按期对浸泡液进行测试和化验钢管酸洗钝化的惯例工艺进程如下:→酸洗→冲洗→钝化(池洗)→预处置→→酸洗钝化(二合一)液(池洗)→冲刷→后处置→酸洗钝化(二合一)膏(池洗)→5.1预处置5.1.1去除焊缝及母材外表的飞溅、焊药、尘土等。5.1.2去除油污,需要时可采用碱洗或洗濯液清洗,洗后需用清水将外表冲刷于净。5.2酸洗(池洗)及冲刷酸洗时应严厉节制酸洗温度和工夫,温度低则工夫长,温度高则工夫短。避免达不到酸洗结果或过份酸洗而惹起基体侵蚀的景象,需要时还可在酸洗液中添加侵蚀剂。对被酸洗产物上的碳钢件能拆开的需拆开失落,如不克不及拆开的需采用涂防护油漆或封橡胶泥的办法。酸洗后必然要用清水彻底冲刷,使之外表不留存残液,以利尔后的钝化处置。厂家品质我厂保证低价格,优的产品质量。
酸洗钝化钢管的酸洗磷化,钝化的知识什么是腐蚀?腐蚀是一种电化学变化过程,酸洗钝化无缝管的几种处理方法未经处理的金属表面存在少量电离子,酸洗无缝钢管这些电离子会由高电位区(阴极)向低电位区(阳极)移动,因此产生电流。在此电流的作用下会加速对金属破坏性的攻击而在金属电位薄弱的部位产生腐蚀,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-
酸洗钝化无缝钢管1、酸洗工在工作前必须穿戴好劳动保护用品,在工作中认真检查工作现场有无障碍、吊带是否完好无损,确认完好后方可进行工作。2、酸洗主要采用盐酸酸洗,采用水来配制盐酸,盐酸含量为18~20%比较合适。3、酸洗工工作前首先了解酸的浓度、温度及本槽酸洗管的吨位。4、吊管时两根吊带要离开端头1.3米左右,防止吊弯钢管,造成镀锌管内漏;在往酸槽下管时,钢管要倾斜15°,先下自己站立的一端,防止喷酸伤人。5、钢管每次酸洗,重量在2~5吨为宜,时间5~15分钟。