
产品详细介绍
以下是:发货及时的液压机械用珩磨管批发商的产品参数
导读 发货及时的液压机械用珩磨管批发商,安达液压机械有限公司为您提供发货及时的液压机械用珩磨管批发商的资讯,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到河北省 唐山市 路南区、路北区、古冶区、丰南区、丰润区、曹妃甸区、滦县、滦南县、乐亭县、迁西县、玉田县、遵化市、迁安市。 河北省,唐山市 唐山因唐太宗李世民东征高句丽驻跸而得名,素有“北方瓷都”之称,是省域副中心城市,三线城市,国务院批复确定的河北省中心城市之一,环渤海地区新型工业化基地和港口城市,中国(唐山)跨境电子商务综合试验区、中国(河北)自由贸易试验区组成部分。这里诞生了中国座机械化采煤矿井、条标准轨距铁路、台蒸汽机车、桶机制水泥。唐山是中国评剧的发源地,素有“冀东三支花”之称的皮影、评剧、乐亭大鼓,为非物质文化遗产。
<唐山>九冶管业有限公司
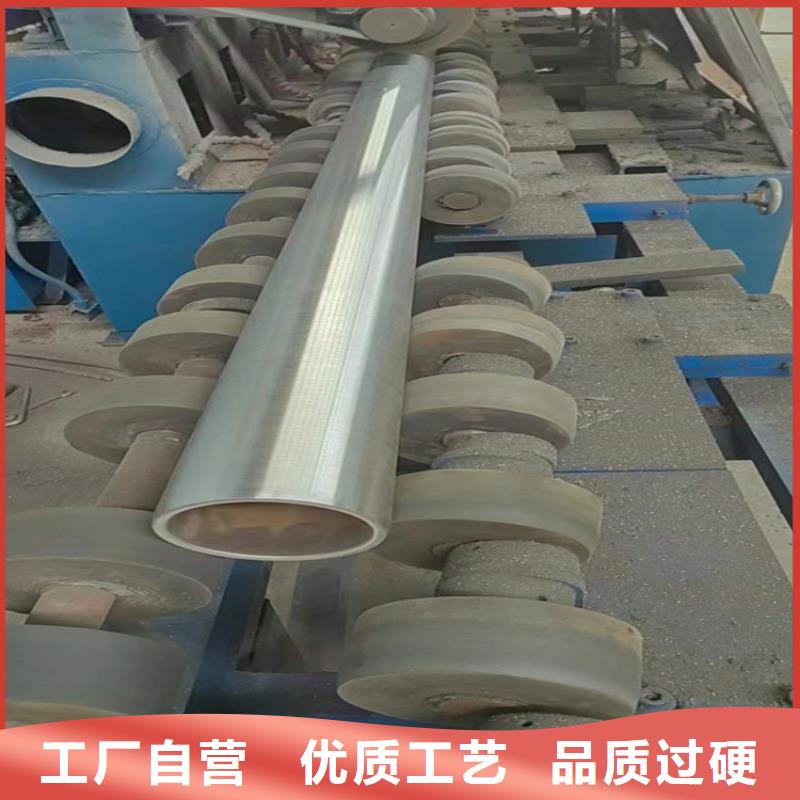
为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。

 唐山发货及时的液压机械用珩磨管批发商
<唐山>九冶管业有限公司
唐山发货及时的液压机械用珩磨管批发商
<唐山>九冶管业有限公司
如何给珩磨管设置定压1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积小,接触压力大,孔壁的凸出部分快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率降低。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也小。因此,油石磨粒脱落少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。


总结发货及时的液压机械用珩磨管批发商_安达液压机械有限公司,固定电话:17706353138,移动电话:17706353138,联系人:高经理,QQ:3573482096,辽河路燕山路交叉口南500米东首 发货到 河北省唐山市。