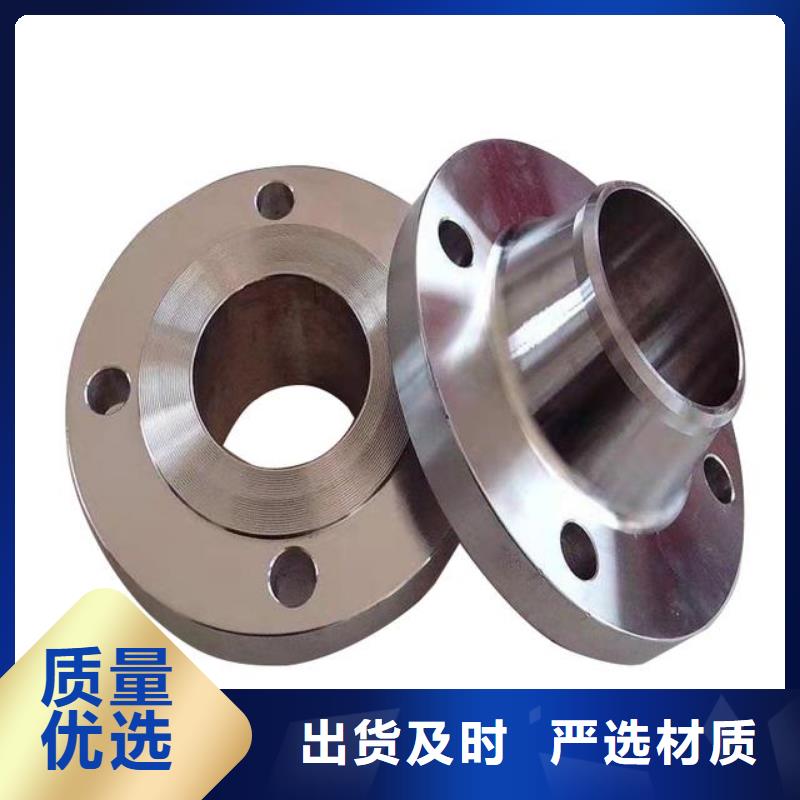



三亚专业生产制造440C精板的厂家
<三亚>天强特殊钢有限公司
产品介绍:

三亚天强特殊钢有限公司专营各种牌号钢板,三亚光圆,各种尺寸不锈钢440C。三亚440C用的非常普遍,是目前用在批量刀具市场上的优质不锈钢,其强度及锋利性甚于ATS-34,含铬量高达16-18%,可能是第二常用的不锈钢(仅次于ATS-34),也是早被刀匠接受的不锈钢,而且一直很受欢迎,尤其是在零下处理流程被开发出来后,这种处理加强了钢材的坚韧度。在打磨时,它的缺点是粘性比较大,而且升温很快,但它比任何碳钢都更容易打磨,用手锯切料也容易得多。440C的退火温度很低,硬度通常达到HRc56-58,耐蚀性和韧性都很强,现更广泛应用于手制刀及优质厂制刀具。保养得好的话,这种材料的刀刃是非常出色和耐用的。 440C(A/B)是不锈钢 特性:440A淬火硬化性能优良、硬度高,较440B钢和40C钢有高的韧性。440B用于刃具、量具和轴承.较440A钢硬度高,较440C钢韧性高。用于刃 具、阀门440C具有所有不锈钢、耐热钢中 的硬度。
 天强特殊钢(亿和)真空热处理配置了 进的真空炉,100kg至1200kg的真空炉容量一台,满足了客户多元化的需求。同时,真空炉有菜单引导式控制程序,能连续记录热处理所有过程,如辐射和对流加热阶段的参数,提高了加热冷却能力和炉温均匀性。借助于先进的设备和仪器,东莞市天强特殊钢(亿和)热处理的资深工程师还向客户提供“真空高压淬火、回火、去应力回火、气体氮化、深冷处理、调质处理”等技术服务。
天强特殊钢有限公司在品质控制方面已建立一套严谨的品质控制及体系,各个环节均能很好地控制和产品质量。每当钢材到货时,IQC都必须进行严格的探伤、硬度检测,并取样做成份分析、金相化验、抛光试验、韧性冲击等各项测试,以确保来料品质均能达标。
天强特殊钢(亿和)真空热处理配置了 进的真空炉,100kg至1200kg的真空炉容量一台,满足了客户多元化的需求。同时,真空炉有菜单引导式控制程序,能连续记录热处理所有过程,如辐射和对流加热阶段的参数,提高了加热冷却能力和炉温均匀性。借助于先进的设备和仪器,东莞市天强特殊钢(亿和)热处理的资深工程师还向客户提供“真空高压淬火、回火、去应力回火、气体氮化、深冷处理、调质处理”等技术服务。
天强特殊钢有限公司在品质控制方面已建立一套严谨的品质控制及体系,各个环节均能很好地控制和产品质量。每当钢材到货时,IQC都必须进行严格的探伤、硬度检测,并取样做成份分析、金相化验、抛光试验、韧性冲击等各项测试,以确保来料品质均能达标。

三亚天强特殊钢有限公司专营各种类型钢材,各种型号齐全,真空热处理加工服务,高硬度高品质原材。各类型三亚不锈钢,光圆,精板,薄板,淬火料,多种规格可选。三亚SUS440C不锈钢带SUS440C不锈钢:中国:11Cr17执行标准号:GB产地:宝钢/太钢。日本:SUS440C执行标准号:JIS产地:宝新/联众。美国:440C执行标准号:AISI/ASTM产地:张浦/浦项。国产sus440c:440C1.201.000.0301.0017.504.003.000.028.材质性能:规格内应力(N/mm2)抗拉强度(N/mm2)EL(%)HB。进口sus440c不锈钢:440c和9cr18mo成分接近,一个是美国产一个是国产进口sus440c不锈钢,都比9cr18mov含碳量高一点,不过都少了一点v元素,v有细化晶粒增加耐磨的特性。咱 这方面资源稀少多了一点v价格会贵点。综合起来看还是9cr18mo好一点因为多了一点碳可以热处理到更高的硬度,440c是进口当然价格更高点。这些不锈钢比1095,t10之类的碳钢防锈性能好,同样硬度下韧性差一点。打磨也比较容易就是有点粘石头,机器打磨的时候很容易升温导致回火所以要不停的沾水冷却。至于9cr18mov就没见过热处理到58hrc以上的刀片,不过韧性要比前两个好。至于有一款小折材料是9cr13mov的硬度也不错,因为cr含量太高也会影响淬硬性。啥材料啥用处硬度高的做小的刀片,硬度低韧性好的做大一点的刀片进口sus440c不锈钢。
天强特殊钢(产品介绍):三亚天强特殊钢有限公司经营各种牌号,规格的模具钢材,板料,三亚光圆,薄板,不锈钢。三亚440C是一种马氏体不锈钢。碳含量为1.0%,铬含量为16-18%。防锈能力强,优质不锈钢。根据GB/T20878-2007中的定义,不锈钢的特点是不锈和耐腐蚀,铬含量至少为10.5%,碳含量不超过1.2%。440C是一种马氏体不锈钢。碳含量为1.0%,铬含量为16-18%。防锈能力强,优质不锈钢。根据GB/T20878-2007中的定义,不锈钢的特点是不锈和耐腐蚀,铬含量至少为10.5%,碳含量不超过1.2%。不锈钢是不锈钢和耐酸钢的简称,耐空气、蒸汽和水等弱腐蚀介质或具有不锈钢性质的钢称为不锈钢。耐化学腐蚀介质(酸、碱、盐和其他化学腐蚀)的钢种称为耐酸钢。由于化学成分的不同,它们的耐腐蚀性也不同。普通不锈钢一般不耐化学介质腐蚀,而耐酸钢一般不锈。不锈钢一词指的是不止一种不锈钢,而是一百多种工业不锈钢,每一种开发出来的不锈钢在其具体应用领域都有着良好的性能。成功的关键是先弄清目的,再确定正确的钢号。与建筑施工应用领域相关的钢种通常只有6种。它们都含有17 ~ 22%的铬,较好的钢种还含有镍。钼的加入可以进一步改善大气腐蚀,尤其是含氯化物大气的耐蚀性。
<三亚>天强特殊钢有限公司 天强特殊钢(产品介绍):
三亚天强特殊钢有限公司专营各种牌号钢板,三亚 光圆,各种尺寸不锈钢440C。三亚不锈铁锻件和440C焊接工艺:1、对两种金属做预热处理,达到200-400度左右,减少焊接过程骤冷产生裂纹的风险,焊接后缓冷。2、按照焊接工艺参数焊接,尽量减少摆弧现象,短弧小电流焊接。3、斜切厚重零件,形成一个90度的V形凹槽。4、维持短的电弧长度,并使用窄焊道以防止过热。 5、在除去熔渣之前,先让焊接部位冷却。不锈铁锻件和440C焊接过后的技术指标:抗拉强度:125000 psi (862MPa)。屈服强度: 90000 psi (620MPa)。延伸率:35%。焊后硬度:HRC23 (工作硬化后达到HRC47)。电源选择:交直流两用,直流时直流反接。
