



85570<酒泉>神悦钢材有限公司

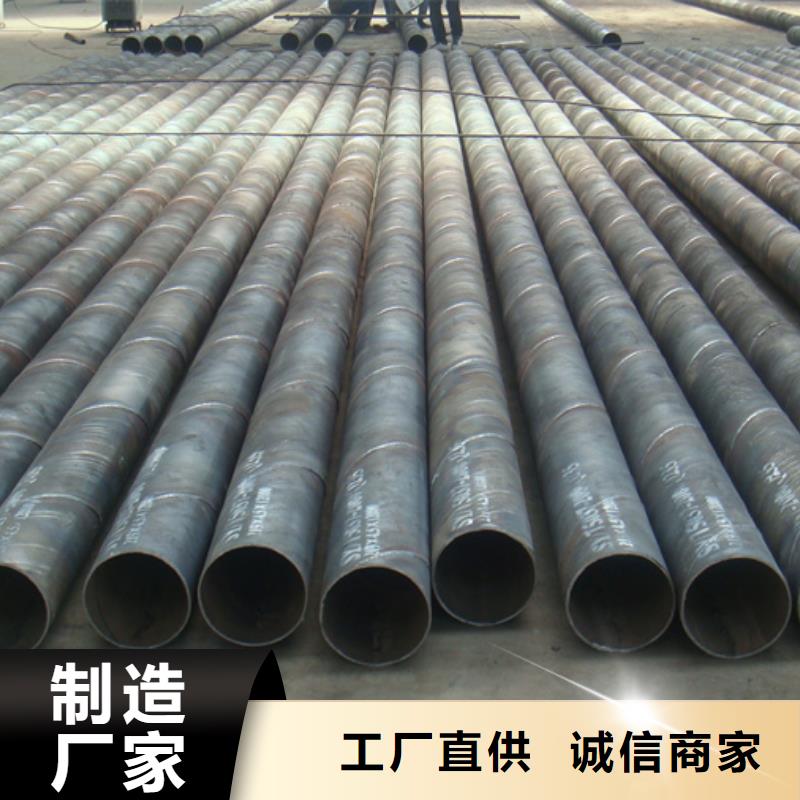
酒泉防腐螺旋管厂家对产品清洗可以延长其使用寿命,选用的清洗方法也有很多,针对不同的情形选择相应的方法,清洗选用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不克不及去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐伎俩。 酒泉防腐螺旋管也是容易生锈的,除锈首要运用钢丝刷等东西对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手开工具除锈能到达Sa2级,动力东西除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,东西除锈结果不睬想,达不到防腐施工要求的锚纹深度。既然说到防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。 酒泉防腐螺旋管在成型的过程中,钢板变形均匀,残余应力小,表面不易产生划痕。加工螺旋管在直径上和壁厚的尺寸范围上都有更大的灵活性。这一产品采用了 进的双面埋弧焊的工艺,可以在 位置视线焊接。在钢管进行100%的质量检测,在严格的监控管理下,有效保证了产品的质量。
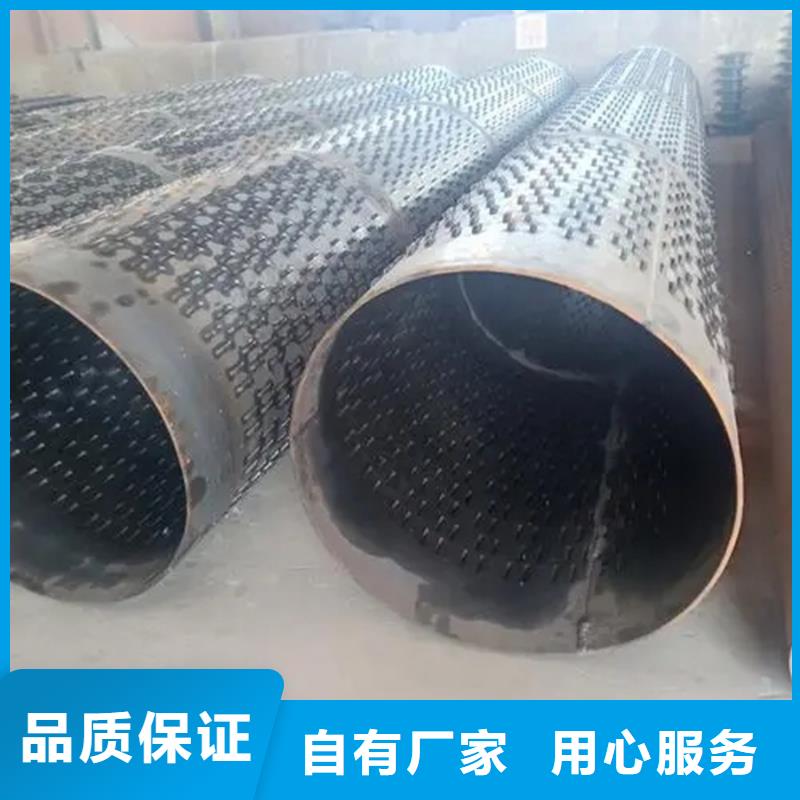
采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。 三. 其它的成形方法 除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用。 酒泉防腐螺旋管弯头只能做小口径的,如果管子规格太大,很难买到成品冲压弯头,只能使用焊接弯头。由于焊接弯头焊缝更多,所有使用性能不如冲压弯头,容易被腐蚀漏。且由于冲压弯头是成批生产,所以价格上较焊接弯头便宜。现在有精铸弯头,可以做316L的,抗腐蚀性能更好。

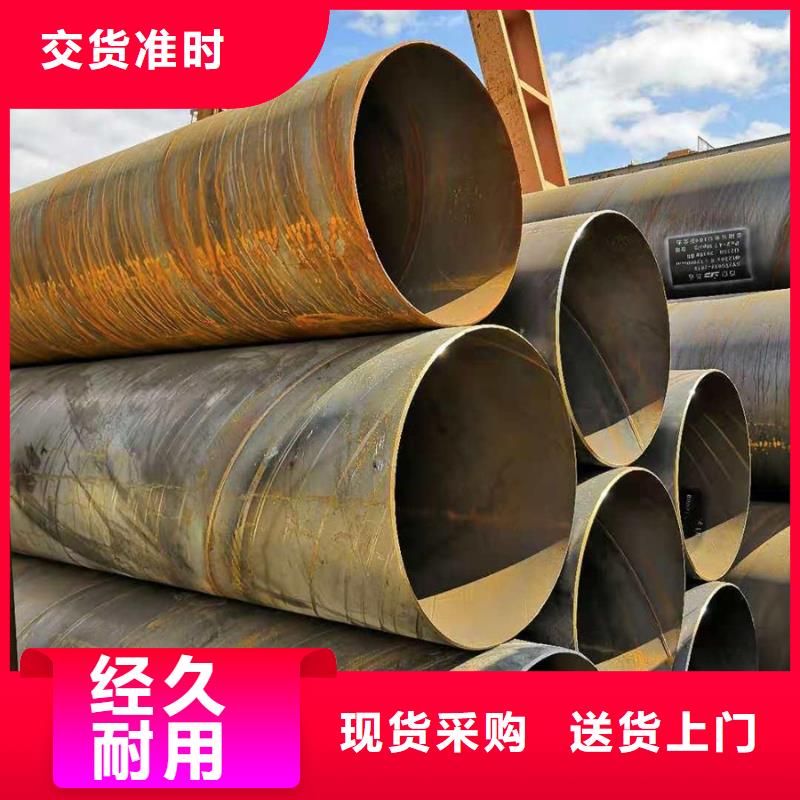
酒泉防腐螺旋管是一种以带钢卷材为原材料制成的螺旋缝钢管,通常在一定温度下挤压,并通过自动双丝双面埋弧焊进行焊接。主要生产工艺如下:带钢卷,焊丝和焊剂。在使用之前,必须使用单丝或双丝埋弧焊对带钢的头部和尾部之间的对接进行严格的物理和化学检查。将防腐螺旋钢管轧制成钢管后,使用自动埋弧焊进行修补焊接。修边,表面清洁,输送和翻边前处理使用电接触压力表控制输送机两侧的滚筒压力,以确保带材的平稳输送。采用外部控制或内部控制的辊压成型。焊接间隙控制装置用于确保焊接。接缝间隙满足焊接要求,并严格控制管径,错位量和焊接间隙。内部和外部焊接由美国林肯电焊机进行单丝或双丝埋弧焊,以获得稳定的焊接规格。所有焊缝均通过在线连续超声波自动探伤仪进行检查,以确保螺旋焊缝的无损检测范围。如果有缺陷,防腐螺旋钢管将自动报警并喷洒标记,生产工人将根据此随时调整工艺参数,并使用空气等离子切割机将钢管切割成单管。切成单根管后,每批三个钢管必须经过严格的检查系统,检查机械性能,化学成分,焊缝的熔合状况,钢管的表面质量以及无损检查,以确保确保制管过程合格,然后正式投入生产。焊缝上带有连续声探伤痕迹的零件将被手工超声处理。用X射线检查是否有缺陷,修复后再次进行无损检查,直到确认缺陷是带钢对接焊缝和D型接头的管子与防腐螺旋钢管缝相交为止,防腐螺旋钢管都经过X射线电视或胶片检查。确保每个钢管都经过静水压力测试,并且压力采用径向密封。试验压力和时间由钢管液压微机检测装置严格控制。通过对管端进行机械加工,可以自动打印并记录测试参数,防腐螺旋钢管从而可以控制端面的垂直度,斜角和钝角。期待与您的合作! 螺旋钢管为提高防腐,涂油,包装效果,希望钢管表面光滑的用户也日益增多。
