




观看数控钢筋套丝打磨生产线实力厂家产品视频,让购买决策更有依据。产品优点和特点一目了然,助您明智选择。
以下是:数控钢筋套丝打磨生产线实力厂家的图文介绍

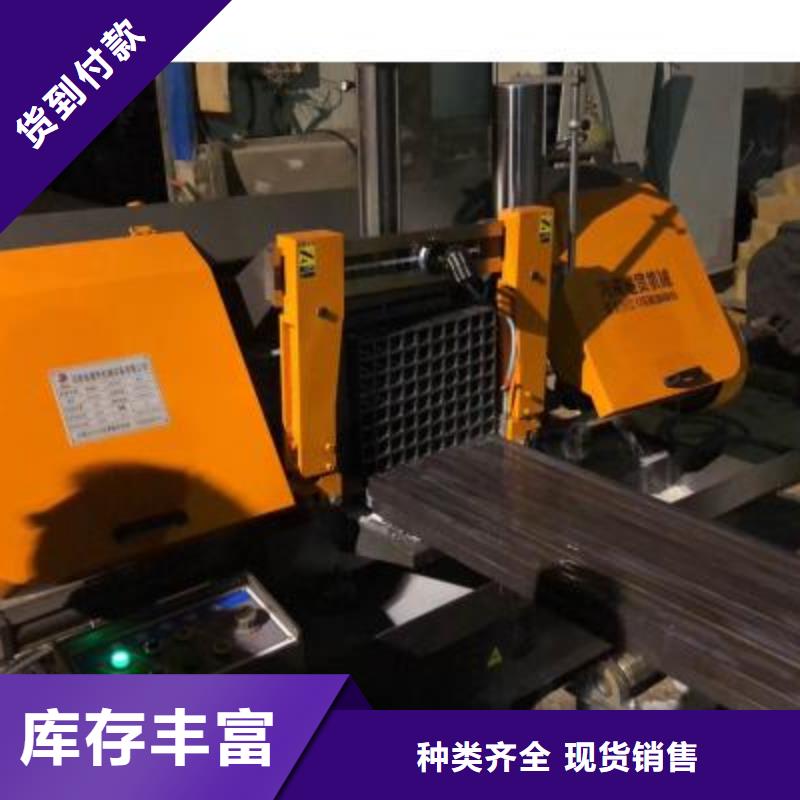
建贸机械 有限公司(昭通分公司)

液压劈裂机的详细介绍
注重质量厂家直营

切屑黏结在齿尖。
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力

精选原材
注重细节
工序严控
价格实惠
厂家直销
支持定制







建贸机械 有限公司(昭通分公司)
10年以上液压劈裂机生产经验
建贸机械 有限公司(昭通分公司)的宗旨是:平等互利,共创双赢,我们的目标是:提供高品质,高服务,坚持客户为主的原则,为广大客户提供 液压劈裂机服务。本厂有训练有素的员工及管理队伍,有多位 液压劈裂机工程师,不但确保 液压劈裂机产品品质。在产品设计、产品制造、工程设计、产品使用、售后服务五个层面解决客户使用流程中所有问题。
