您的位置>首页 >濮阳当地行业动态 >
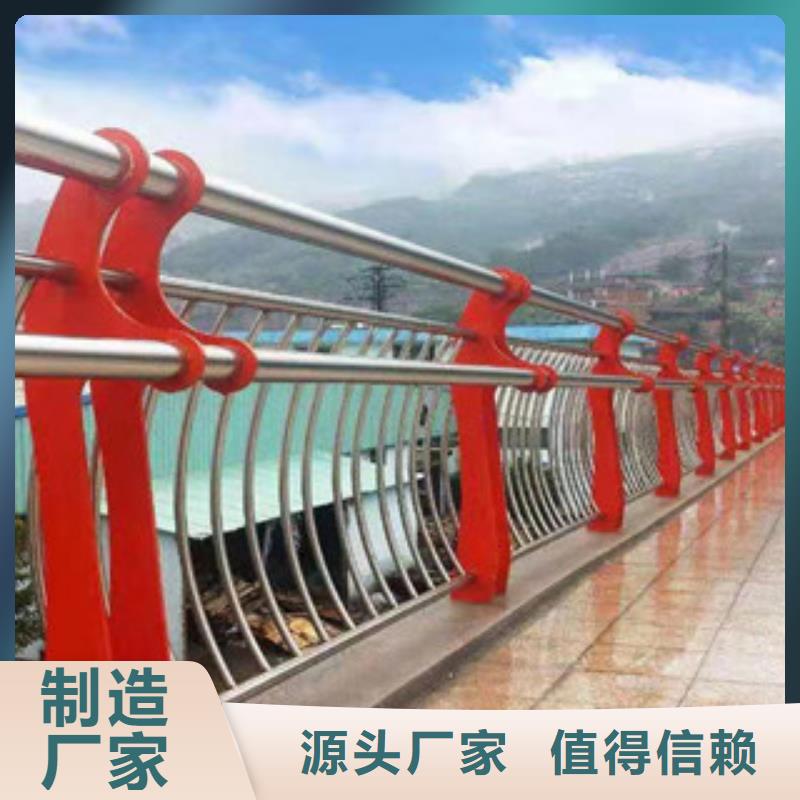
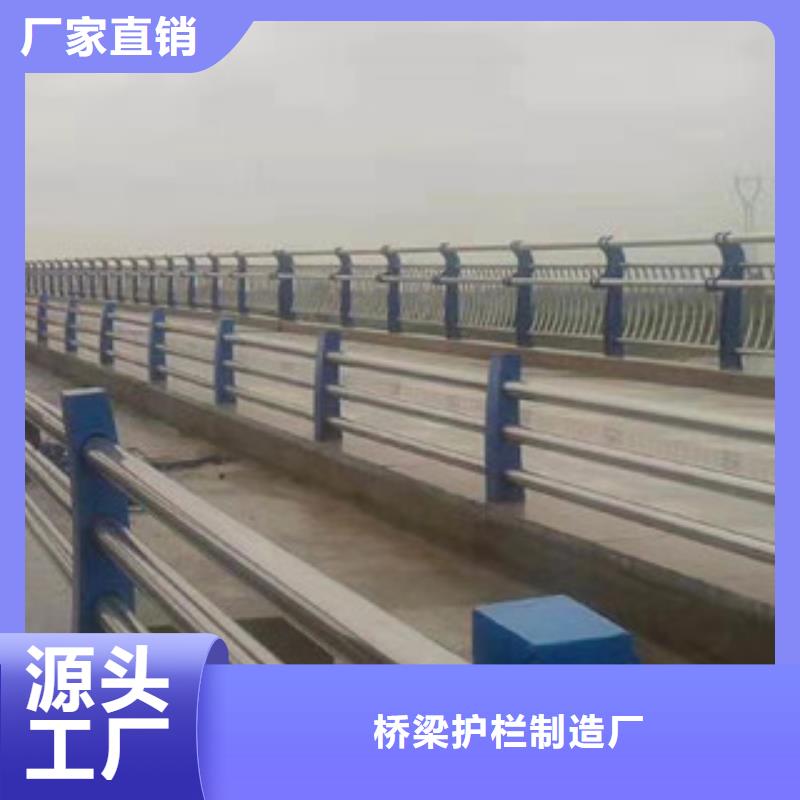
桥梁护栏-不锈钢复合管护栏专业品质
发布时间: 2024-06-29 12:55:33 浏览次数:3
以下是:桥梁护栏-不锈钢复合管护栏专业品质的产品参数
| 产品参数 |
|---|
| 产品价格 | 95 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | 不锈钢 |
|---|
| 产地 | 山东 |
|---|
| 可定制 | 是 |
|---|
以下是:桥梁护栏-不锈钢复合管护栏专业品质的图文视频
导读 您是想要在河南省濮阳市采购高质量的桥梁护栏-不锈钢复合管护栏专业品质产品吗?河南省濮阳市桥梁护栏制造厂是您的不二之选!我们致力于提供品质保证、价格优惠的桥梁护栏-不锈钢复合管护栏专业品质产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李志清-18866359990,QQ:806690174,地址:《东昌府区凤凰工业园纬二路29号发货到濮阳》。 河南省,濮阳市 濮阳是河南省的东北门户,是中原经济区重要出海通道,为豫鲁冀省际交会区域性中心城市;京九铁路、晋豫鲁铁路通道在此交汇,大广高速、濮鹤高速、南林高速、濮范高速等多条高速贯穿全境。濮阳是国家级历史文化名城,有“颛顼遗都、帝舜故里”之称,被中国古都学会命名为“中华帝都”;杂技文化享誉中外,是“中国杂技之乡”。
想知道桥梁护栏-不锈钢复合管护栏专业品质产品为何如此受欢迎?观看视频,答案自在其中。
以下是:桥梁护栏-不锈钢复合管护栏专业品质的图文介绍
濮阳桥梁护栏制造厂在激烈的市场竞争中,能实现稳步发展,靠的是以市场为导向,以质量为生命,以技术创新为依托。研究 【热镀锌立柱】市场的同时,不忘抓质量,并以不断的资金投入,确保技改项目的成功实施,从而提高了 【热镀锌立柱】产品质量,扩大了市场份额。市场经济不同情弱者,但也不会倾情于鲁莽,面对企业的生存竞争,更多的是依靠理性和智慧。以 【热镀锌立柱】产品质量赢得市场。



不锈钢焊接要点及注意事项 首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极) 一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。) 保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。 从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须清除焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。

总结 选购桥梁护栏-不锈钢复合管护栏专业品质来河南省濮阳市找河南省濮阳市桥梁护栏制造厂,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李志清-18866359990,{QQ:806690174},地址:东昌府区凤凰工业园纬二路29号。