

深入了解护栏桥梁护栏种类多质量好产品,一部视频就够了,快来观看!
以下是:护栏桥梁护栏种类多质量好的图文介绍
俊邦金属材料(广安市分公司)是一家专业从事 Q235钢板立柱的专业公司,有着多年 Q235钢板立柱行业经验。欢迎新老客户电来咨询!我们本着“科技为本,质量取胜,客户至上”的经营理念,致力于为顾客提供专业的服务。俊邦金属材料(广安市分公司)真诚期望与您的合作!



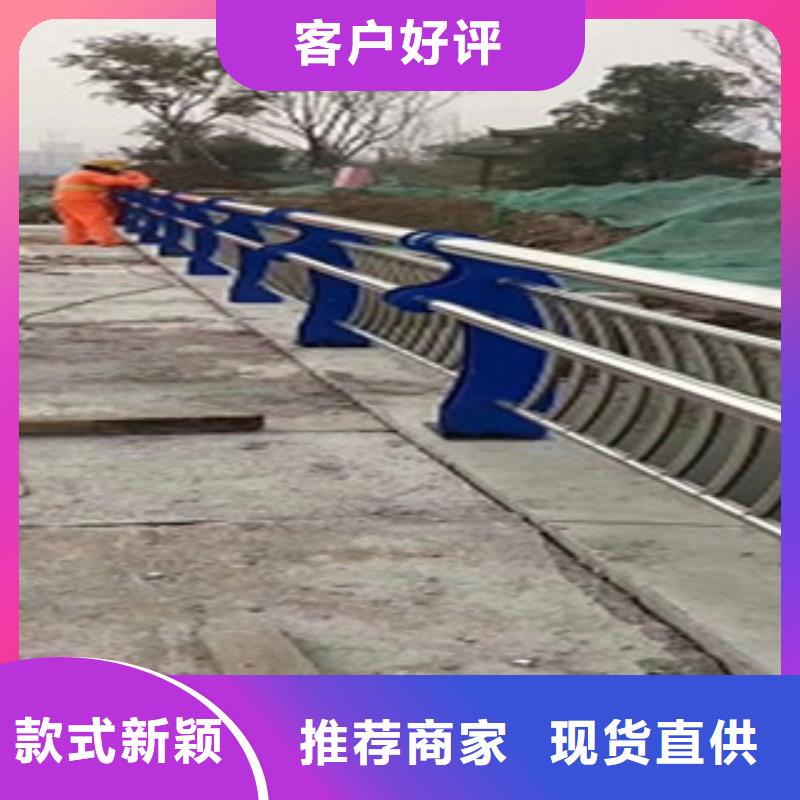
防撞护栏需要强度和刚度,以确保在施工期间不会变形。防撞护栏板的安装应严格按照规范要求进行,确保混凝土施工中没有运行方式,平台交错,水泥浆变形和渗漏,保证混凝土的外观质量。以上是关于防撞护栏在安装时的五大要点都是什么的全部内容,如果还有什么不懂得地方可以直接与我们的沟通,我们竭诚为您服务。
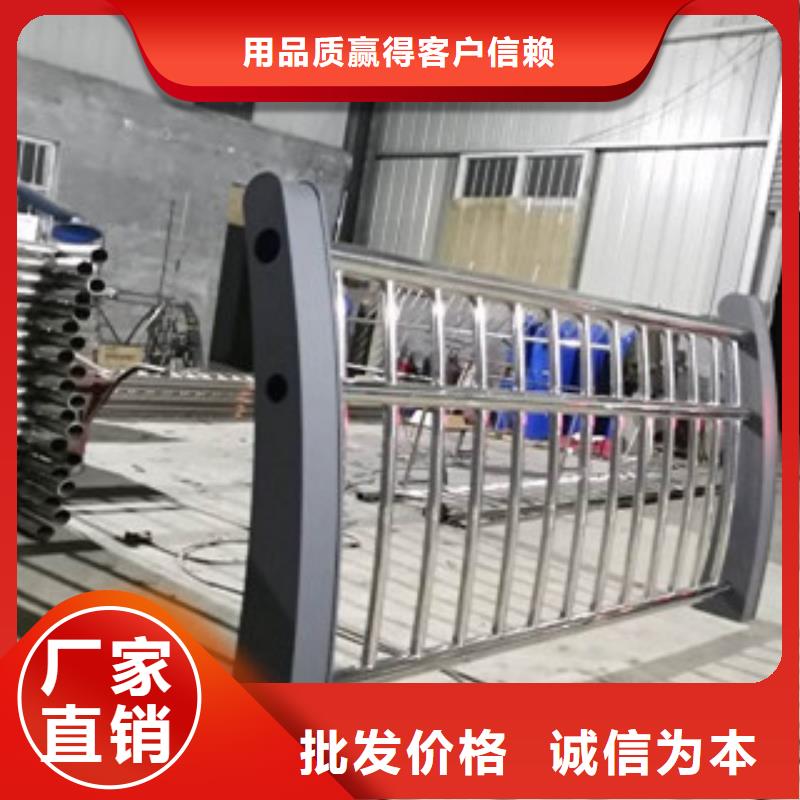
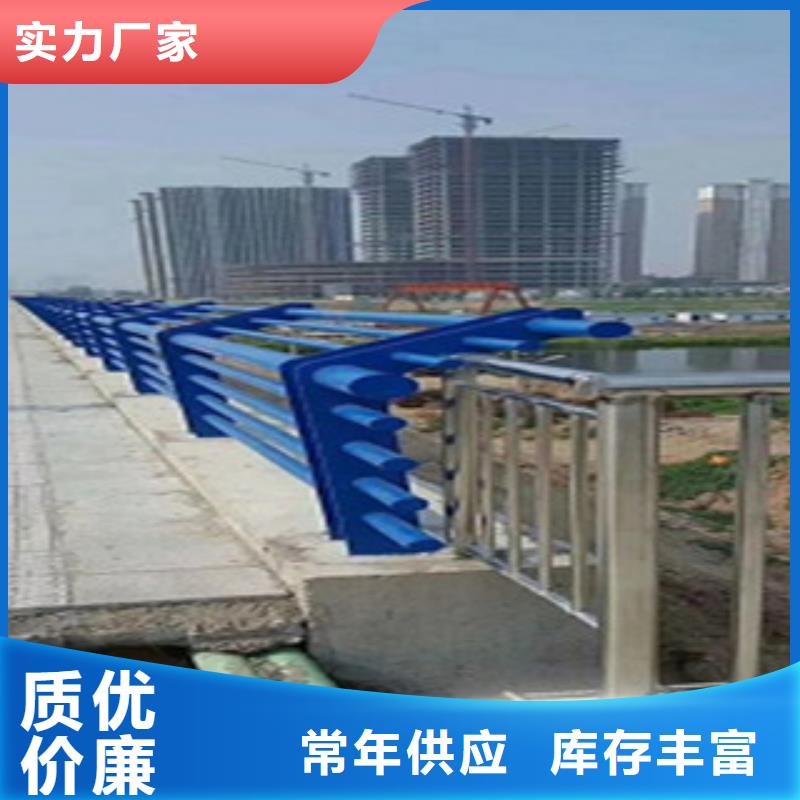
河道护栏在高度上面有要求吗客户朋友们你们知道吗下面就由河道护栏厂家的技术人员为大家讲解一下,希望能对您有所帮助。人行道或带外栏杆的高度不应小于10m。河道护栏之间的净间距不应大于140毫米,水平栏杆不应用于切割。
河道护栏的结构设计必须可靠。锚杆应设置在护栏底座上,其强度应符合 规范的要求。应满足河道护栏的强度:车辆以80KM/H的速度与护栏碰撞,角度为15度,不会落入河中。河道护栏的形状和基调与周围环境相协调。
河道护栏在高度上面有要求吗客户朋友们你们知道吗下面就由河道护栏厂家的技术人员为大家讲解一下,希望能对您有所帮助。人行道或带外栏杆的高度不应小于10m。河道护栏之间的净间距不应大于140毫米,水平栏杆不应用于切割。
河道护栏的结构设计必须可靠。锚杆应设置在护栏底座上,其强度应符合 规范的要求。应满足河道护栏的强度:车辆以80KM/H的速度与护栏碰撞,角度为15度,不会落入河中。河道护栏的形状和基调与周围环境相协调。



伸缩缝的类型:镀锌薄钢板伸缩缝。在中小跨径的装配式简支梁桥上,当梁的变形量在20—40mm以内时常选用。钢伸缩缝:它的构造比较复杂,只有在温差较大的地区或跨径较大的桥梁上才采用。钢伸缩缝也宜于在斜桥上使用。橡胶伸缩缝。它是以橡胶带作为跨缝材料。这种伸缩缝的构造简单,使用方便,效果好。在变形量较大的大跨度桥上,可以采用橡胶和钢板组合的伸缩缝。 对于阳台护栏类型,不少客户在装修的时候,都对选择什么材质的栏杆扶手犹豫不决。阳台是室内空间的外延,让人足不出户便能与大自然进行很好的交流,因此,阳台装修非常重要,阳台装修的因素才是重中之重,美观漂亮是第二位的,千万不要本末倒置。不锈钢护栏、铁艺护栏、木护栏其实各有千秋,今天我们就来分析分析这三种护栏的孰好孰坏。



不锈钢复合管是一种以碳钢或低铬钼合金钢(珠光体钢) 为基体、 以高合金不锈钢为复层材料, 通过堆焊、 爆炸复合和热轧复合等工艺手段将两种金属结合在一起的节能材料。 基层材料承担着管道的承压作用,质量占钢管总质量的大部分; 复层材料是能满足工艺管道耐腐蚀性要求的高合金不锈钢材料, 厚度通常为 3mm。 不锈钢复合钢管主要为在碳钢或低铬钼合金钢无缝钢管内壁堆焊高合金不锈钢材质和不锈钢复合钢板通过卷制焊接而成的直缝钢管, 既具有基层材料钢管的强度和刚度, 又具有复层材料良好的耐腐蚀性能, 非常适合石油化工装置耐高温、 抗腐蚀的要求,如常减压装置的常压侧线柴油管道、 常压转油线及减压转油线等场合, 在催化裂化和延迟焦化等装置也有广泛的应用。


