



百色方管的生产过程,我们应该注意以下七点事项: 一、低压用氧导致氧管负压、氧枪喷孔堵塞,都易由高温熔池产生的燃气倒罐回火,发生燃爆事故。因此,应严密监视氧压。多个炉子用氧时,不要抢着用氧,以免造成管道回火。生产方管应注意的7点事项知识 二、方管炼钢过程中所需要的原材料、半成品、成品都需要起重设备和机车进行运输,这个过程中有很多危险因素。所以厂房设计时考虑足够的空间,注意设备革新,加强维护。还要提高工人的操作水平,严格遵守生产规程。生产方管应注意的7点事项知识 三、钢水、铁水、钢渣以及炼钢炉炉底的熔渣都是高温熔融物,与水接触就会发生爆炸。防止熔融物遇水爆炸的主要措施是,对冷却水系统要保证供水,水质要净化,不得泄漏,物料、容器、作业场所必须干燥。生产方管应注意的7点事项知识 四、氧枪上部的氧管弯道或变径管由于流速大,局部阻力损失大,如管内有渣或脱脂不干净时,容易诱发高纯、高压、高速氧气燃爆。我们百色方管生产中,应该通过改善设计、防止急弯、减慢流速、定期吹管、清扫过滤器、完善脱脂等手段来避免事故的发生。 五、铁、钢、渣液的温度很高,热辐射很强,又易于喷溅,加上设备及环境的温度很高,极易发生灼伤事故。所以我们要定期检查、检修炼钢炉、钢水罐、铁水罐、混铁炉等设备。同时注意改善技术规程并严格执行,搞好个人防护,容易漏气的法兰、阀门要定期更换。 六、因操作失误造成氧枪回水不通,氧枪积水在熔池高温中汽化,阻止高压水进入。当氧枪内的蒸气压力高于枪壁强度极限时变发生爆炸。处理此类问题时应该更加谨慎,避免操作失误。 七、方管生产中应考虑炼钢厂房的结构能够承受高温辐射,具有足够的强度和刚度,能承受载荷和碰撞而不会变形。还要有宽敞的作业环境,通风采光良好,有利于散热和排放烟气,要充分考虑人员作业时的要求。
<百色>杰达通钢管 百色Q345B方管质量检测方法电力工程项目
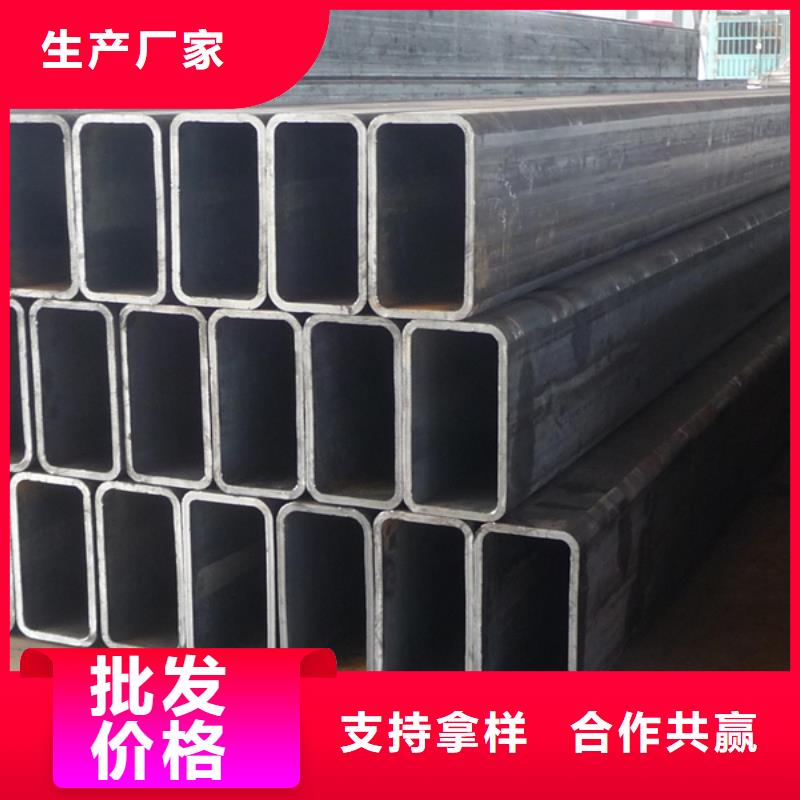
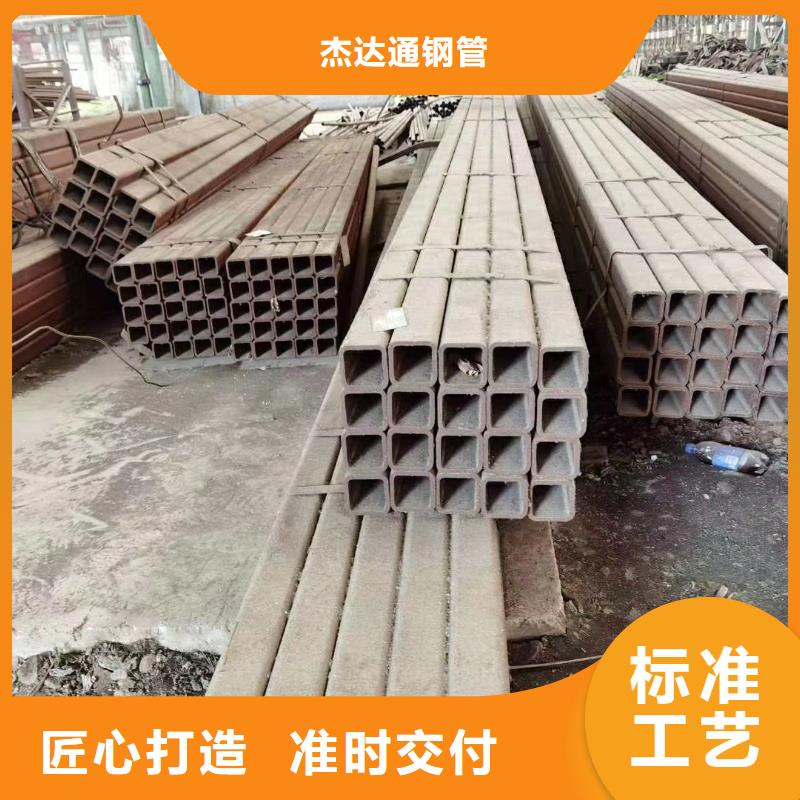
百色方管是在将方管加工成型之后,再放进热镀锌池进行化学反应,使其在表面形成一层镀锌层,以达到防腐防锈的效果。怎么判断百色方管的质量?下面我们一起来了解一下吧! 处理百色方管是相对简单的,但在管的成形后的性能有了很大的提高,无论强度或韧性的比普通方管要好得多,而且抵抗氧化环境在工程施工的侵蚀有大范围的应用。百色方管的质量怎么判断知识 就其质量而言,从外观上很容易看出。首先,如果百色方管表面镀锌层不均匀、范围大,可以判定为不合格品。百色方管的质量怎么判断知识 观察镀锌管的表面,看是否有渗漏的镀层,刺痛和白色的斑点。这些性状并不是代表百色方管的材料不好或者镀锌时加工不标准,而是这样的组合表明这种镀锌方管的质量不够好。 如果看到百色方管的镀锌层有气泡,颜色含有轻微的绿色,这也可以表明镀锌层的质量不合格。百色方管的质量怎么判断知识 镀锌方管具有良好的强度、韧性、塑性和焊接性能,延展性好好的延展性。其合金层与钢基附着牢固,因此镀锌方管可冷冲、轧制、拉丝、弯曲等成型,不损坏涂层;适用于钻孔、切割、焊接、冷弯等一般加工工艺。镀锌件表面光亮美观,可根据需要直接用于工程。 一般钢材市场上常见的,出现频率多的,使用率高的是镀锌方管(百色方管),但是现在出现了一个名词镀锌带方管,他们两有什么区别呢?镀锌方管和镀锌带方管的区别是什么知识 镀锌带方管是使用镀锌带钢一般在0.6MM-2MM之间,加工一次成型、规格在15*15-100*100。防腐的时间没有百色方管的时间长。镀锌方管和镀锌带方管的区别是什么知识 镀锌方管是一种具以热轧或冷轧镀锌带钢或镀锌卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的空心方形的截面型钢钢管;或将事先做好的冷弯空心型钢管再经热浸镀锌加工而成的镀锌。镀锌方管和镀锌带方管的区别是什么知识 镀锌方管和镀锌带方管都能电焊,但是镀锌带方管的电焊只能用2.5的电焊条,电流调到80A,如果行有条件用亚氟焊或氧焊好一些。 而镀锌带方管是用镀锌带钢加工一次成型、防腐的时间没有热镀锌的时间长、热镀锌的是黑方管加工出来的。在到镀锌方管厂家去镀锌。经过1000度高温,一般壁厚比较薄的不做热镀锌。 还有就是质量和分类上的差别,镀锌方管可以加工成冷百色方管,而镀锌带方管不能做成百色方管的,因为它的壁厚比较薄,所以相比,百色方管比镀锌带方管的价格要高些,镀锌层要厚些,保存时间页要长些。


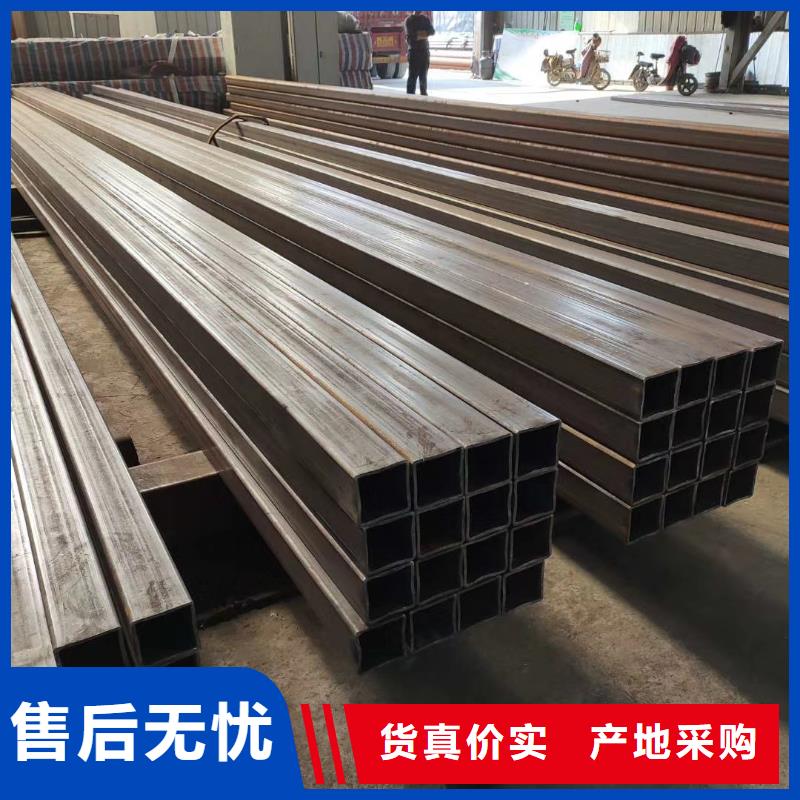
百色焊接方管层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。焊接方管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从焊接方管中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接方管焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使焊接方管加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在焊接方管狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。


百色焊接方管层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。焊接方管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从焊接方管中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接方管焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使焊接方管加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在焊接方管狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。
