

为了让您更地了解我们的精密无缝管,【合金钢板】定制批发,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:精密无缝管,【合金钢板】定制批发的图文介绍


怎样提高精轧管的抗拉强度?精轧管也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(精轧管抗拉强度、屈服强度或精轧管、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。精轧管抗拉强度(σb):试样在拉伸过程中,在拉断时所承受的 力(Fb),出以试样原横截面积(So)所得的应力(σ),称为精轧管抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。式中:Fb--试样拉断时所承受的 力,N(牛顿); So--试样原始横截面积,mm2。精轧管(σs):具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称精轧管。若力发生下降时,则应区分上、下精轧管。精轧管的单位为N/mm2(MPa)。 上精轧管(σsu):试样发生屈服而力首次下降前的 应力; 下精轧管(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。断后伸长率:(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。 以σ表示,单位为%。式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。断面收缩率:(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。硬度指标 :金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。布氏硬度(HB):用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa)。



融拓金属材料有限公司是一家专门从事 江苏南京35CrMnSi无缝钢管生产与销售的厂家,公司坐落于经济开发区东昌东路当代大厦,公司主要产品为 江苏南京35CrMnSi无缝钢管,公司周边交通方便、有着较好的生产经营优势。我厂一直致力于技术创新和产品质量的研发,经公司领导和广大员工的不懈努力,我厂在各界友朋们的大力支持下取得了骄人的成绩。在社会分工越来越细、市场竞争愈趋激烈的今天,我们凭借专业、服务、信誉以及质优价廉的产品,在全国各地朋友的支持下取得了长足发展。在坚持品行于良、信誉至金的经营理念指导下,相信我们必定能够与各地朋友共同长远发展!我厂始终以“精益求精,用户至上,与时俱进,匠心品质”的原则,实诚做人、做事,为各界朋友提供合格产品,力争做中国的注浆管供应商。期待能与更多朋友们携手共创繁荣!欢迎国内外客户莅临考察!



提高冷轧精密无缝钢管机产量的第三个途径是,必须提高轧管机的有效工作系数,值。要提高9,将涉及多方面的问题.一方面,要求轧管机的设计要合理,加工制造精度高,以减少维护及检修停机时间。另一方面要提高轧管的机械化、‘自动化水平,以减少辅助操作时间。第三方面,也是很重要的发展方向,要实现冷轧管机不停机,连续装科和连续轧制.提高轧管机产量的第四个措施是增加同时轧制管材的根数。需要指出的是,线数增加并不能使轧管机的产量成整数倍增加,而且成品管的精度将有所降低‘对于中间工序,是完全可以的。
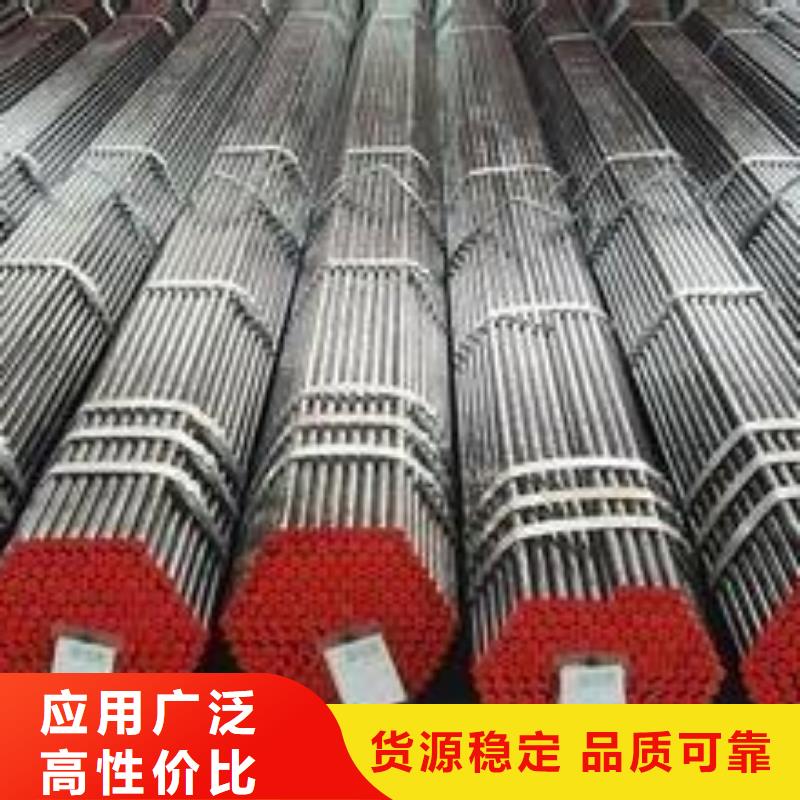
现在的精轧管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对精轧管护理的不必要开支。
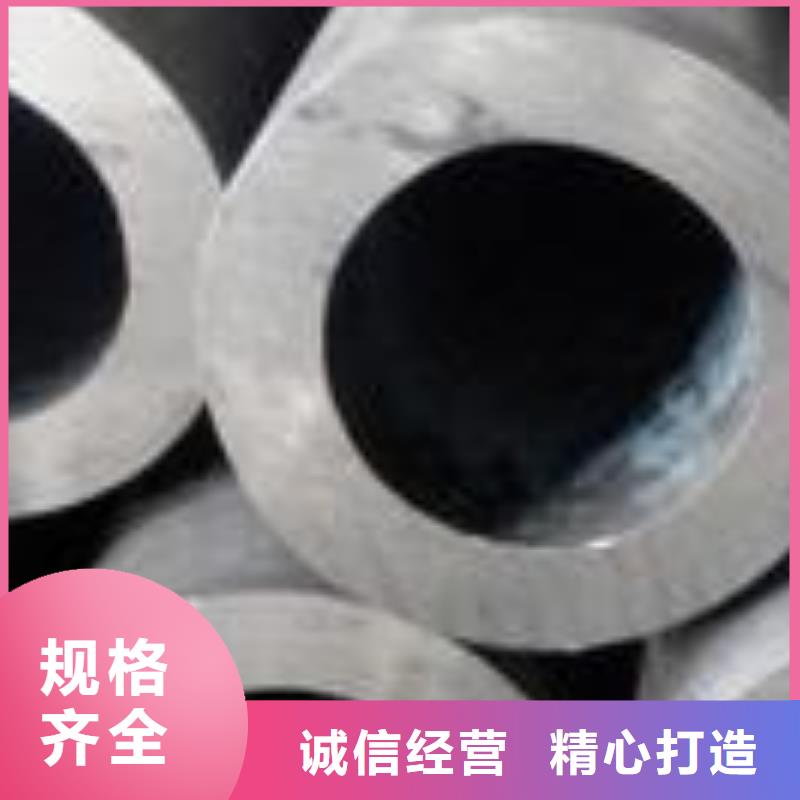
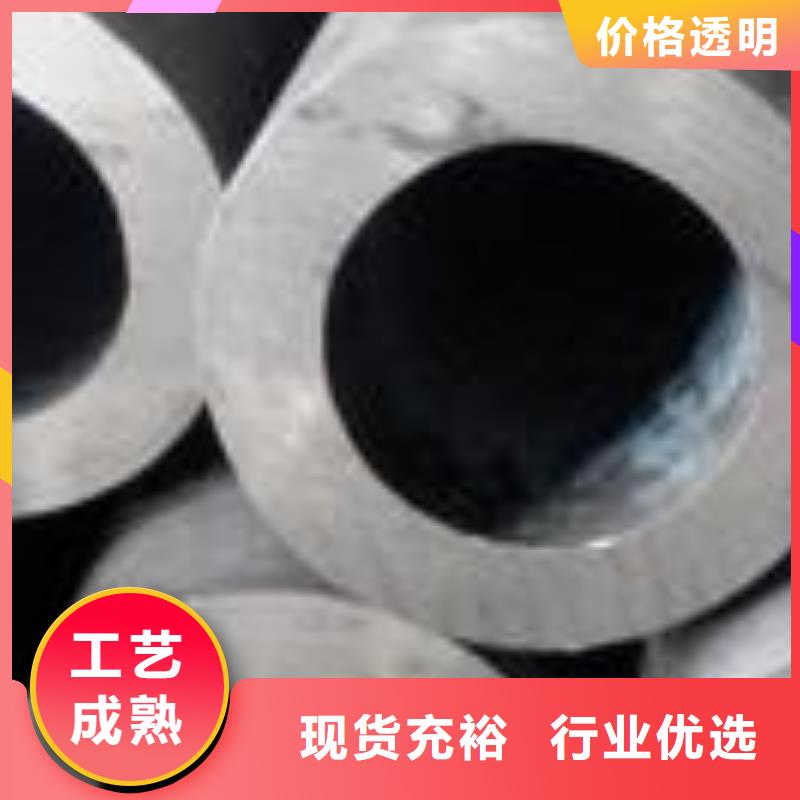
小孔直径长度决定了精轧管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到精轧管中的使用。而投入到机械中使用的精轧管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款精轧管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。
现在的精轧管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对精轧管护理的不必要开支。
小孔直径长度决定了精轧管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到精轧管中的使用。而投入到机械中使用的精轧管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款精轧管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。



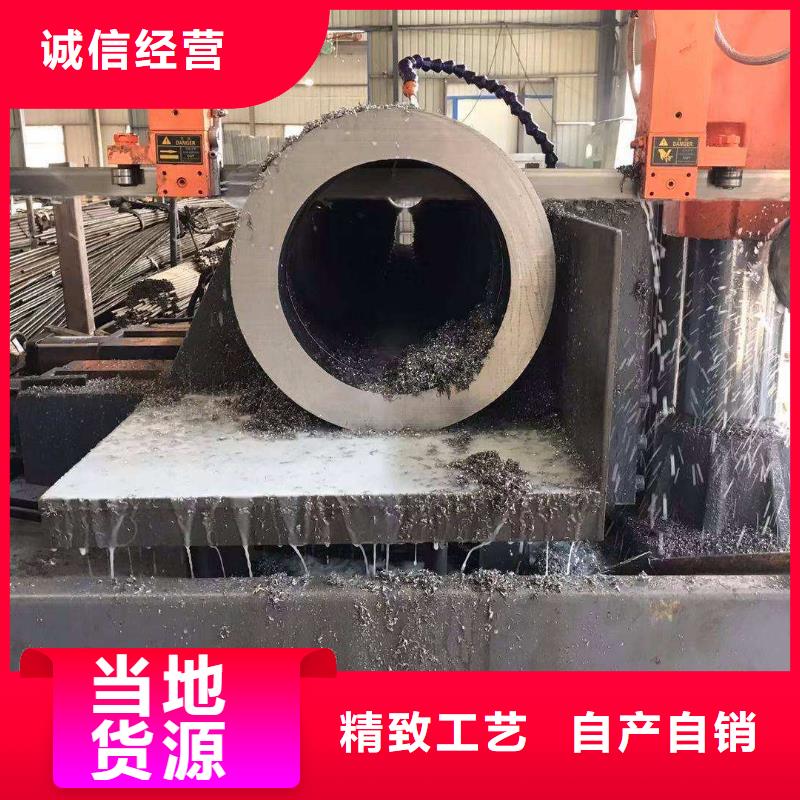
精轧管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精轧管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。精轧管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
常用材质:精轧管的常用材质为10 、20 、35 、45 。可生产的材质则很多,钢只要是不太硬,基本都可根据需要进行生产。如:10 ,35 ,16Mn,40Cr.精轧管的制作程序是比较繁琐的,生产的状况也是比较好的,性能是比较优越的,在使用上也是不断地进行发挥出来良好地作用的,因此的话精轧管从某种意义上来说是一种良好的钢材类型。
大多数的精轧管是可以进行加工的,在加工的时候一定要和厂家说清楚您的用途是什么,需要什么规格和型号的,加工的方式和温度都要说清楚,这样的话厂家可以根据您的描述进行自由去选择加工的方法和方式以及结构。精轧管是我们比较熟悉的,在加工的时候一定要附带您的联系方式,还有相关的精轧管的邮寄地址等等。
常用材质:精轧管的常用材质为10 、20 、35 、45 。可生产的材质则很多,钢只要是不太硬,基本都可根据需要进行生产。如:10 ,35 ,16Mn,40Cr.精轧管的制作程序是比较繁琐的,生产的状况也是比较好的,性能是比较优越的,在使用上也是不断地进行发挥出来良好地作用的,因此的话精轧管从某种意义上来说是一种良好的钢材类型。
大多数的精轧管是可以进行加工的,在加工的时候一定要和厂家说清楚您的用途是什么,需要什么规格和型号的,加工的方式和温度都要说清楚,这样的话厂家可以根据您的描述进行自由去选择加工的方法和方式以及结构。精轧管是我们比较熟悉的,在加工的时候一定要附带您的联系方式,还有相关的精轧管的邮寄地址等等。



精轧管不同形变程度对硬度的影响取两块式样,一块用于研究不同形变程度对硬度的影响,另一块研究不同温度对性能的影响。 冷变形强化在实际生产中具有重要的意义。首先这是一种重要的强化材料的手段,尤其对用热处理不能强化的材料来说,显得更为重要。其次,冷变形强化有利于金属的变形均匀。因为无锡精轧管的变形部分产生硬化,将使变形向未变形或变形较少的部分继续发展。第三,冷变形强化可以提高构件在使用过程中的性,构件一旦超载,产生塑性变形,由于强化作用,可防止构件突然断裂。但是,冷变形强化也给无锡精轧管的继续变形带来困难,甚至出现裂纹。因此,在无锡精轧管变形和加工过程中常进行"中间退火",以它的不利影响。
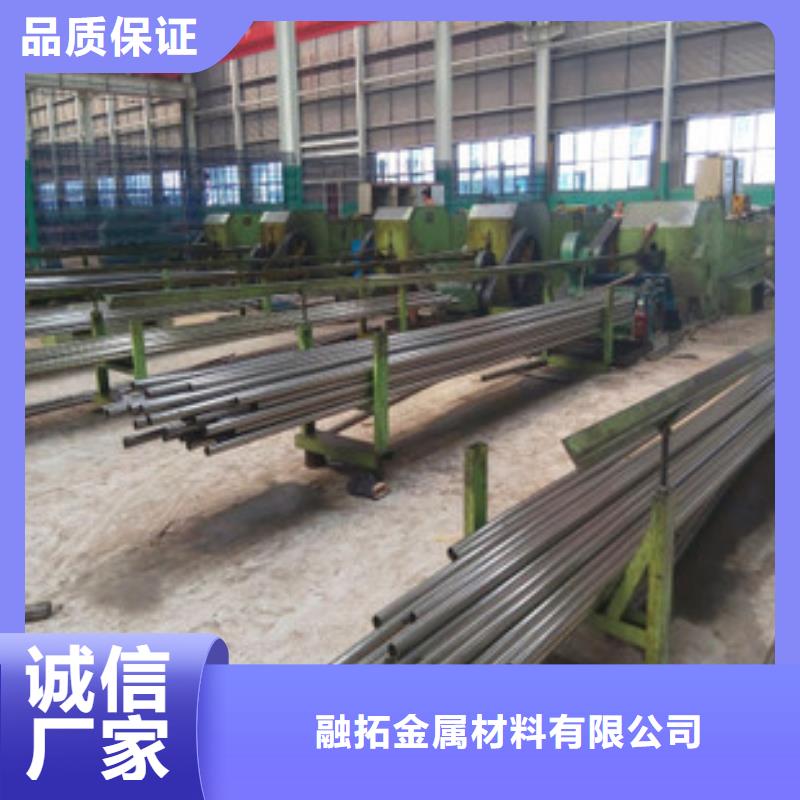
热轧精轧管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
热轧精轧管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
