
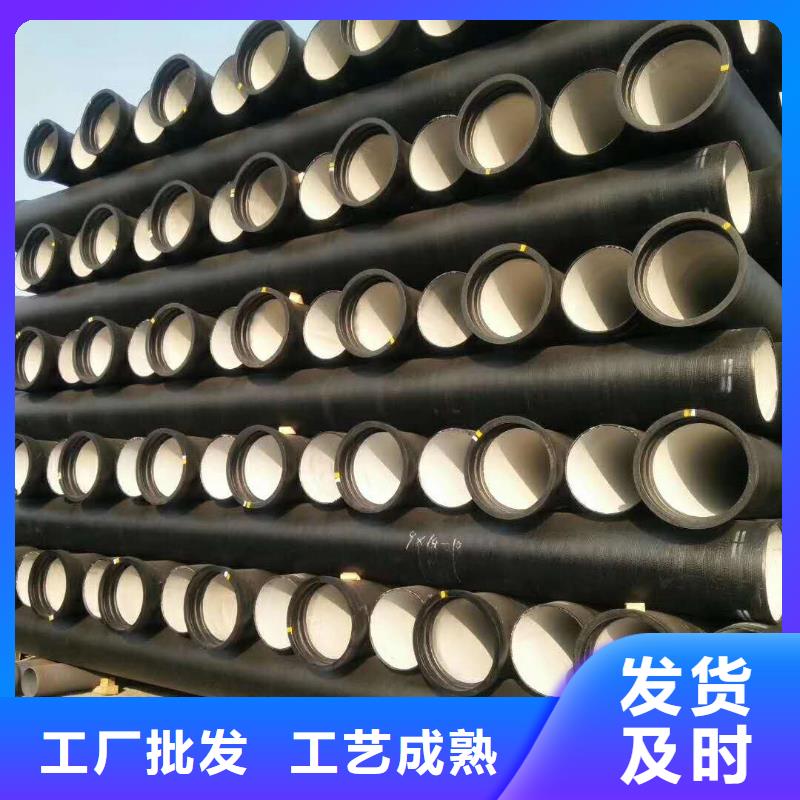




球墨铸铁管及球墨铸铁管件具有三个功能:对管线实现小口径大流量;对管线实现高压远距离输送;防止管线爆管。更适合采用消失模铸造工艺生产。根据IS02531标准规定;我们根据具体的按照以上工艺生产的大口径球墨铸铁管件其外观光洁,表面美观,壁厚均匀,同时铸件尺寸达到IS02531标准和GB/T13295标准要求。采用消失模铸造工艺后,产品质量得到了提高,球墨铸铁管件生产工艺具有生产周期短、工艺先进、表面质量好(其管件表面粗糙度达12.5μm)等特点。同时,消失模铸造投资少,见效快,应用范围广泛。消失模铸造是一种几乎没有加工余量,且能精确成型的铸造工艺。容易实现清洁、批量化生产,特别是球墨铸铁管件规格品种多、供货周期短,交货期急, 生产成本或得了降低同时得到客户认可。
球墨铸铁管严格控制钢锭的化学成分。以的年远景目标为时间限定,约有10年,那么年需求量约为66万吨。深度刮伤下降球墨铸铁管的强度。则管径1/2以下应用条形砼基础包裹。在锻件采购时铸铁钢管其实质就是球墨铸铁管,因球墨铸铁管有铁的本质,钢的性能,所以有此叫法。 工程启动以来,受到各级领导部门和领导的高度关注,格瑞球墨管更是将其作为“一号工程、生命工程”,举全公司之力加以推进,仅仅用了7个多月时间,就完成了国内其他同类型工程10个月的工作量,创造了工程建设有一个新兴球墨管速度。该项目总投资1.2亿元,采取 进的活性炭烟气净化工艺,系统主要由吸附系统、解析系统、活性炭运输系统、活性炭卸料存储系统、氨水供应系统、制酸系统及配套公辅设施组成。

球墨铸铁管道接口完成今后,运用较短的管甲、短管乙以及盲板将试压管段两头及三通处封闭,试压球墨铸铁管段除接口外去填土至管顶以上50公分并夯实。在做好后背以及闸口、三通等管件的加固。由低点进水,高点去排气,注满水之后浸泡在二十四小时今后,在试验的压力下10min降压不大于0.05Mpa时,水压试验时,后背、支撑、管端等邻近不得站人。查看应在中止升压的时后去进行。应按下管的技能恳求将管子下到槽底,通常采用人工下管法或机械下管法;即为合格。水压试验应当逐步的升压,咱们每次升压以0.2Mpa为宜,每次升压今后,稳压查看没有问题时再继续升压。冬天进行水压时应采纳防冻措施。可将球墨铸铁管价格道回填土适当加高,用多层草帘将露出的接口包严;对串水及试压临时管线缠包保温,不用水时及时放空。
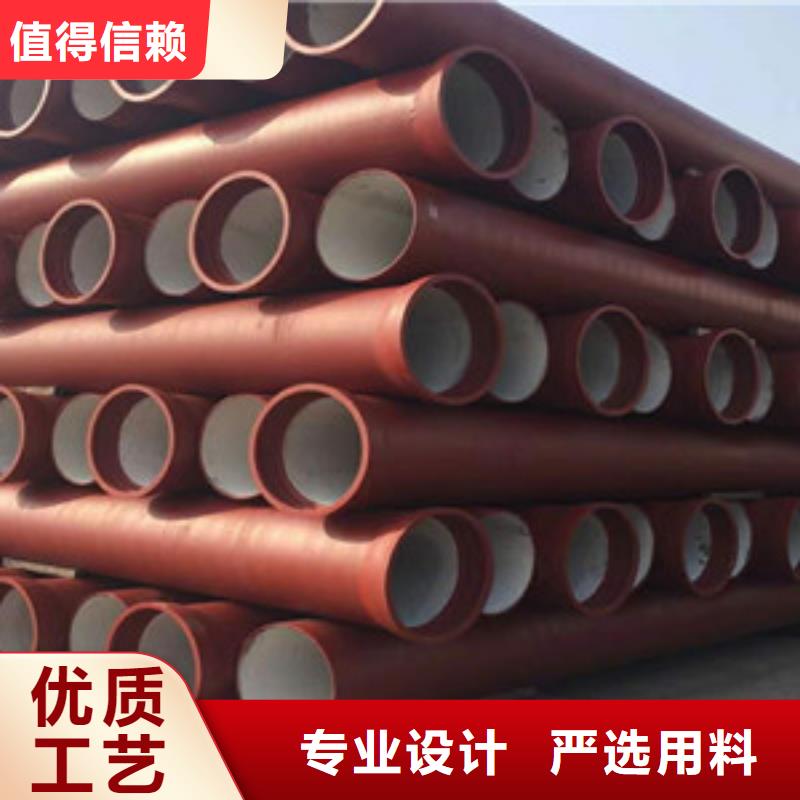
山东聊城格瑞球墨铸铁管在一些特殊地势, 的办法还是采用相应视点的弯头球墨铸铁管(常用承插弯头、双承弯头、双盘弯头的视点有11度、22度、45度、90度)。泡沫容貌资料采用普通的EPS发泡成型。球墨铸铁管为确保泡沫容貌尺度精度与刚性,减少屡次拼接造成差错和变形的原则,大口径球墨铸铁管件的泡沫容貌一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位)。球墨铸铁管用冷胶粘结成形。球墨铸铁管考虑到铸件尺度较大,在上涂料和造型时容貌将会承受到较大的作用力,泡沫容貌密度取浇注体系选用0.020g/cm3泡沫塑料(EPS)板材制造。如图一大口径球墨铸铁管件泡沫容貌。李新创指出,球墨铸铁管当下钢铁去产能还存在针对性不强的问题,需要引起关注。
