

深入了解焊管精密钢管质量层层把关产品,一部视频就够了,快来观看!
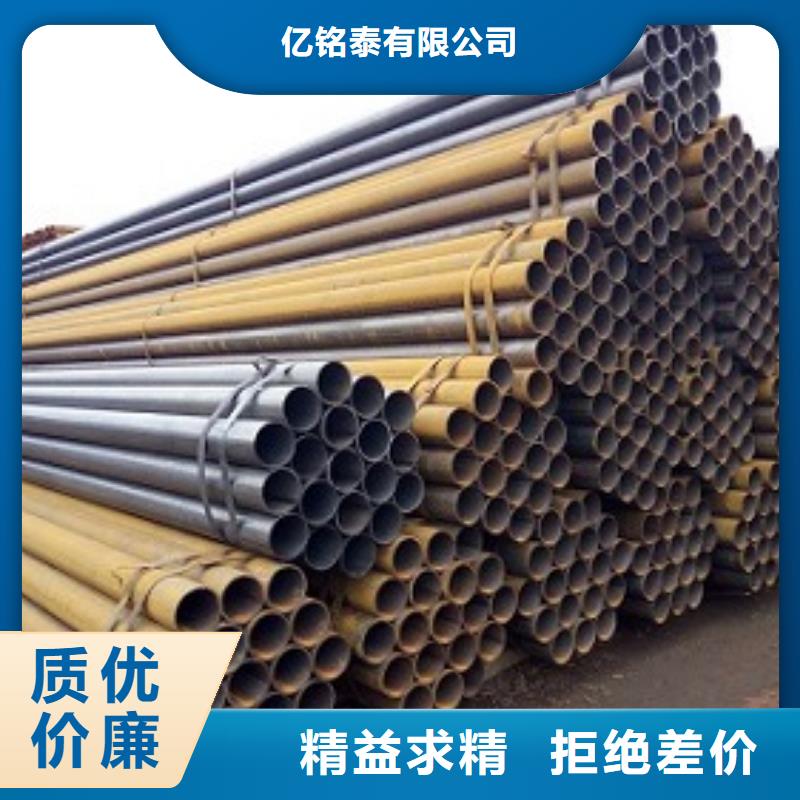
以下是:焊管精密钢管质量层层把关的图文介绍
亿铭泰 (澳门分公司)服务多行业,秉着“崇尚质量、以人为本、追求卓越”的宗旨,以的的品质、合理的价格及完善的服务不断赢得用户的信赖和好评。



具体控制精度高、工作稳定、抗污染、耐震动能力比较强、实际操作方便。退火钢管可实现系统的管理,实现设备自动化的系统自调节。 退火钢管 在圆形钢管的横截面上存在着外径不等的现象,从而存在不一定是互相垂直的比较大外径和小外径,比较大外径和小外径之差为椭圆度或不圆度。为了能够有效控制椭圆度,有的退火钢管 标准中规定了椭圆度的指标,一般情况下规定是不超过外径公差经过供需双方协商后执行即可。弯曲的退火钢管在长度方向上呈曲线状,一般是钢塑复合管大口径涂敷钢管钢塑复合管实现热浸镀锌钢管作为基体,经粉末熔融喷涂技术在内壁可涂敷塑料、功能优异的特点显著。退火钢管安装使用方法,而且能代替铝塑复合管在大口径自来水输送上发挥重要的作用。



10.扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14. X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15.管端磁粉检验:进行此项检查以发现管端缺陷;
16.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。
11.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14. X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15.管端磁粉检验:进行此项检查以发现管端缺陷;
16.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。



大口径直缝焊管主要生产流程说明:
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;


