





1.开控制柜内的电源总开关,扳到“ON”位置。
2.打开总停开关,启动油泵。
3.打开锯轮盖板,启动走锯按钮,观察锯轮方向,调整三相电源使锯轮逆时针方向运转。
4.启动面板的快速退刀,使锯弓升起。
5.打开锯轮盖板,安装锯条,(注意锯齿方向应该向右)。
6.张紧锯条,张紧力以30-40N/m为宜。
7.启动走锯按钮,试运行锯条,检查锯条位置是否合适。
8.放置材料,调整好材料位置。
9.夹紧工件。
10.点单次按健,锯切开始工作。
12.调节各冷却阀门,使之各出水口水量适当。
关于铣床配件:如非特别说明,卧式铣床类商品图片中的立铣头、分度头等配件均为拍摄搭配之用,不包含在所售商品中。
色差问题:数控机床所有产品均采用专业拍摄,但由于每个人的电脑显示器不同,显示上不排除会出现色差问题,用户如对产品有颜色要求,订购时请加以说明,没有说明的终以厂家标准颜色为准。
商品包装:出口产品为木箱钉装,在保证不影响到产品运输的情况,内销产品的包装为聚乙烯薄膜包装,但我司保证所售商品均为厂家直销,商品包装请以实物为准,包装如有要求敬请用户订货时请提前说明。
运输说明:考虑到产品运输的性,实效性,方便性,一般为配货站配车运输,这种运输方式具有配车方便,运输途中速度快,一般可进行上门送货方便用户卸车,但这种运输方式也有一个缺点运输车辆配满货物才发车,需要用户等待一般为1-2天,偏远地区除外。发货前将司机号码以短的形式发于用户,我们一切以用户为中心,请您放心购买。
<鞍山>建贸机械设备有限公司
切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件
数控带锯床送的材料尺寸不准的原因
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例的切削用量是较为合理的
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征
 86183
jmc
86183
jmc
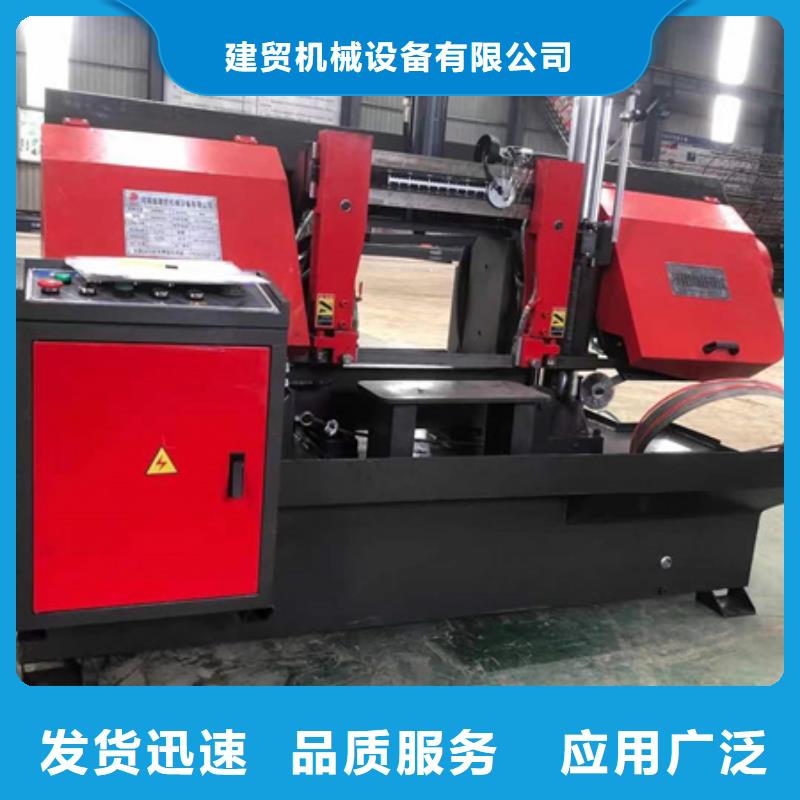
双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床自动控制系统:
1、全自动控制人机界面通过机械、电气、液压的配合,具有自动送料、自动切削等系统来控制工作循环。
2、在操作系统里分为手动与全自动工作,由人机界面转换控制。
3、在带锯床上装有二组虎钳,一组用来锯料时夹紧,自动送料由另外一组虎钳夹紧通过油缸工作来控制送料。送料长度由紫外线接紧行程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
4、数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
5、人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
6、送料长度尺寸由光栅尺检测定位,光栅尺检测有效范围500mm。
7、昆仑DOP人机界面支持双通讯口联机功能,可同时连接2种不同通讯格式的控制器,架构多机联机网络。
8、台达DVP可编程控制器,全自动控制。
9、送料长度检测深圳埃莫特光栅尺。
10、材料夹紧采用油缸夹紧。
11、可同时叠加多根材料锯切。
12、线速度根据不同材料锯切,给定不同线速度,达到不同的锯切效率。
产品特点
1.切削速度液压控制,无级变速
2.导向块结构科学合理,延长锯条的使用寿命
3.双立柱结构,操作平稳
4.锯切稳定,精度高
5.工作夹紧采用手动夹紧,操作方便
