您的位置>首页 >承德本地新闻中心 >
25Mn精密钢管厂家质量过硬
更新时间: 2024-12-22 20:19:43 浏览次数:4
以下是:25Mn精密钢管厂家质量过硬的产品参数
| 产品参数 |
|---|
| 产品价格 | 4.5/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电联 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 大金钢管 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 金属制品,机械制造 |
|---|
以下是:25Mn精密钢管厂家质量过硬的图文视频
导读 25Mn精密钢管厂家质量过硬_大金钢管制造有限公司,固定电话:15806808820,移动电话:18863585399,联系人:王经理,QQ:1365789918,聊城经济开发区工业园发货到河北省 承德市 双桥区、双滦区、鹰手营子矿区、兴隆县、平泉市、滦平县、隆化县 发货到 河北省承德市。 河北省,承德市 承德市地处河北省东北部,南邻京津,距省会石家庄435千米,距北京225千米,是连接京津冀辽蒙的重要节点,华北和东北两个地区的连接过渡地带,具有“一市连五省”的独特区位优势,是甲类开放城市,中国普通话标准音采集地、中国摄影之乡、中国剪纸之乡。承德的避暑山庄及其周围寺庙是中国十大风景名胜、旅游胜地四十佳、重点风景名胜区。1994年,被联合国教科文组织列入《世界文化遗产名录》。

精密管在焊接生产全过程中,简易展现漏焊和错口等很多情况。可是这种情况中较难掌握的就
是精密无缝管对接焊缝处展现沙眼。说白了的沙眼:就是焊接全过程中在焊接表面也许焊接里面,
展现未被彻底熔透的顆粒也许汽泡,及其在焊接表面展现的小石子样子的坑点。
精密无缝管焊接出现沙眼的原因
分析展现沙眼的原因有以下几个方面:
1、精密无缝管焊接全过程中提供焊机的电流量过小,电容器時刻过短,电容器还未彻底焊接
深入的时候焊接表面已经硬底化,因此 里面出現了未被熔透的小石子也许汽泡。
2、热轧带钢进到长刀型调形倾斜度时候沒有连接好,热轧带钢连接沒有紧闭,连接热轧带钢
中间展现了太大的空闲地。
3、连接焊接精密无缝管的时候,沒有立即梳理精密无缝管的两侧上铁锈也许氧化皮。
4、生产机器设备沒有立即检修梳理。工作台子上的浮尘也许污迹,误落入连接精密无缝管的
焊接间隙处。随后影响到焊接点的溫度和干湿度。
因此 要想非常好的处理此难题,就需要依据精密无缝管之上的几个方面缘故开展非常好的防止
,才可以从源头上对精密无缝管在焊接中防止沙眼的出現。
大金钢管制造有限公司
承德25Mn精密钢管厂家质量过硬

精密管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。
精密管生产厂家国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,俄罗斯少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。


大金钢管制造有限公司
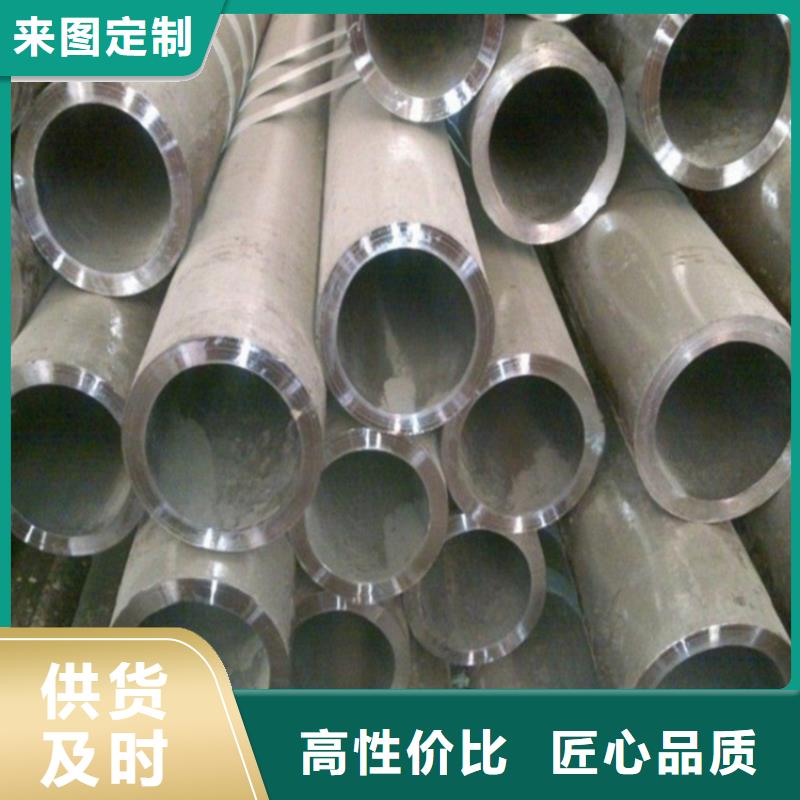
精密管的处理技术和普通的管道材料类似,也是冷轧和热轧两种方式,只不过在具体的操作流程方面,还是有很多的不同之处,比如在进行加热之后,需要再分别进入粗轧机、精轧机, 再控制轧制,整个流程相对而言还是比较复杂的,在完成之后,必须要进行出厂检测,这样才能保证这种管道材料的质量。
未来的精密钢管发展方向依然更多的是为了顺应市场,比如,根据市场的整体发展方向进行必要的整改,调整发展方向等等,虽然管道市场的发展变化算不上是瞬息万变,但是也必须要把握方向和脉搏,才能在市场中获得更大的收益。预计在未来的一年当中,精密钢管还会获得更好的发展,这也是中国工业发展的大势所向,需求量的增加,会极大限度的刺激生产,从而获得更大的。
总结 选购25Mn精密钢管厂家质量过硬来河北省承德市找大金钢管制造有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-15806808820,{QQ:1365789918},地址:[经济开发区工业园]。