

我们为您呈现了一部精彩绝伦的镀锌钢板卷管加工Q355C钢板卷管卷筒上门服务产品视频,让您感受产品的独特之处。
以下是:镀锌钢板卷管加工Q355C钢板卷管卷筒上门服务的图文介绍

焊接方法分类 螺旋焊接钢管 螺旋焊接钢管 按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。 电焊钢管:用于石油钻采和机械制造业等。 炉焊管:可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。按焊缝形状分类可分为直缝焊管和螺旋焊管 直缝焊管阳春直缝钢板卷管加工厂家 生产工艺简单,生产效率高,成本低,发展较快。 螺旋焊管 强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。


山特金属制品(咸阳市分公司) 桥式滤水管产品用户覆盖全国,远销东北三省、内蒙、甘肃、云南、贵州、四川、两广等地区,在周边省份市场占有率达到60%以上,受到用户的好评。公司产品在国内 桥式滤水管市场占有重要地位。公司贯彻“与时俱进、开拓进取、脚踏实地、勇攀新高”的企业方针,围绕“做精做大做强”的思路,在未来三年时间内,朝着1000w销售目标而奋斗。




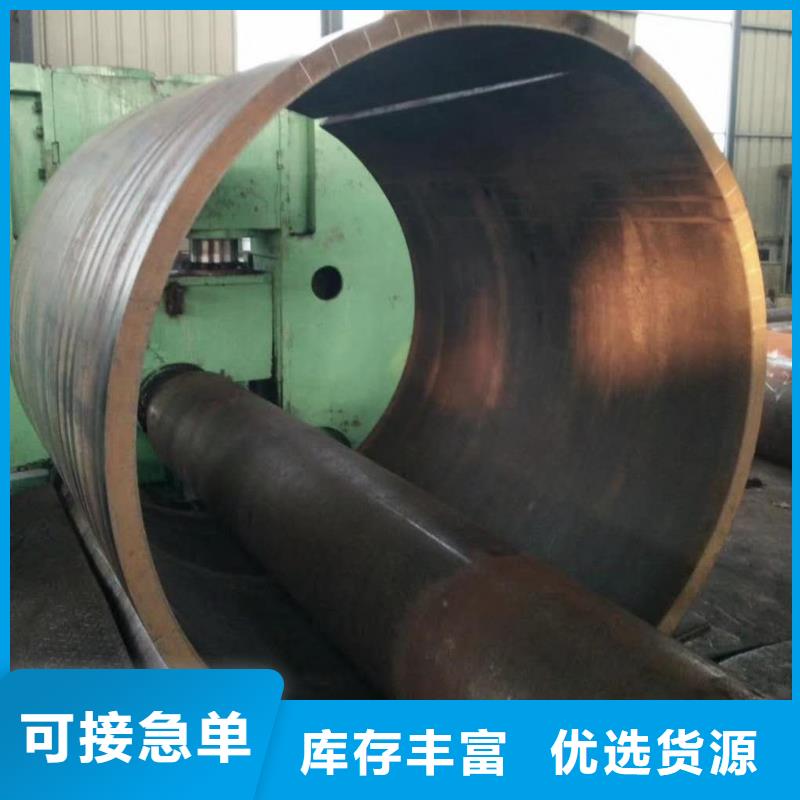
首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。


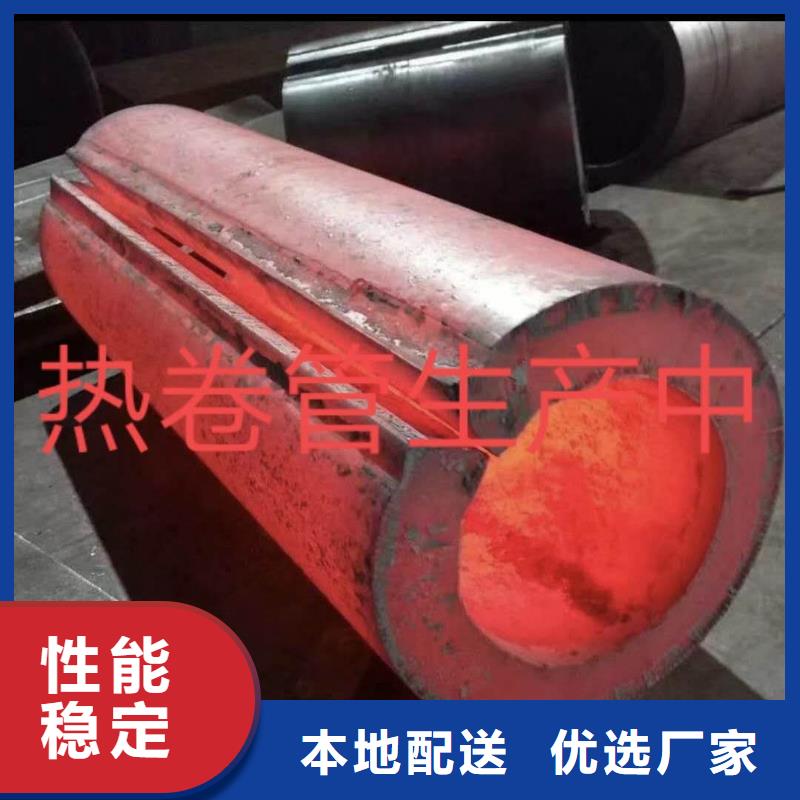
钢板卷管在生产过程中由于受到滚压、拉伸和焊接时的高温影响,材料的组织、机械性能都会发生变化,严重的影响管材的品质,这些变化主要有:冷作硬化现象,即晶体中一列或若于列原子发生有规律的错排,晶格发生畸变,形成一个应力集中区,这种现象也称位错。因为高温和冷却不匀产生焊接应力和在原有单一奥氏体组织中产生铁素体,出现碳化物等不均匀组织,为提高生产效率,确保卷管表面光亮,残余应力,获得单一的奥氏体组织,生产高品质卷管,必须实施在线光亮固溶处理方法。



