


无需长篇大论,观看钢筋笼绕筋机-钢筋弯曲中心厂家直销省心省钱视频,让你瞬间爱上我们的产品。
以下是:钢筋笼绕筋机-钢筋弯曲中心厂家直销省心省钱的图文介绍
建贸机械设备有限公司技术力量雄厚,主营产品 辽宁盘锦钢筋弯曲中心。自成立以来,产品已覆盖二十几个省。企业竭诚欢迎广大新老用户到本厂参观、考察、洽谈指导,建贸机械设备有限公司全体员工,愿以优良的产品,良好的服务,竭诚与各界朋友携手合作,共创辉煌!真诚期待您的来电洽谈与指导!



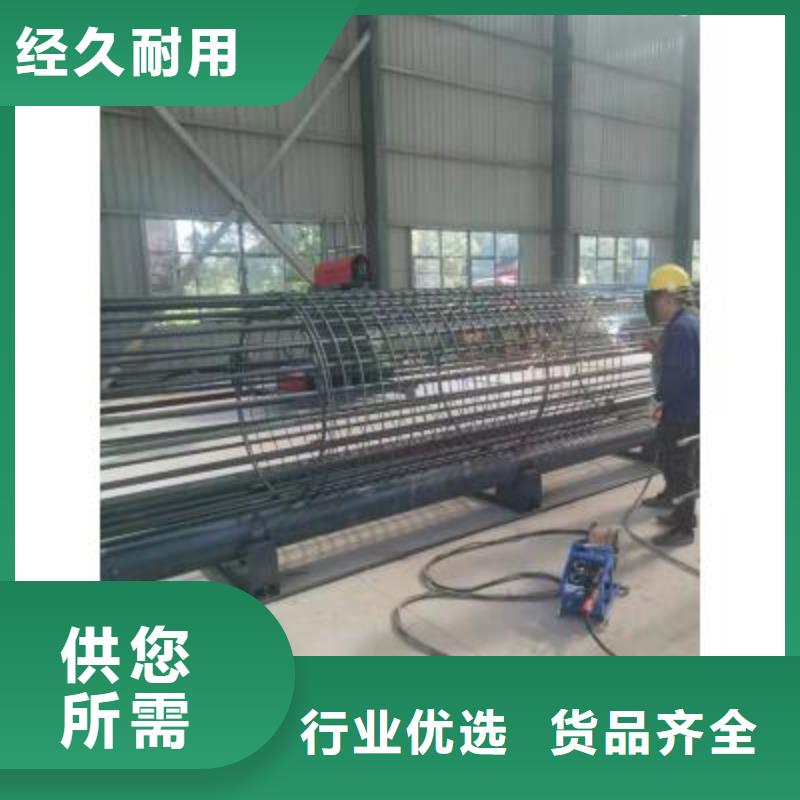
辽宁盘锦地笼钢筋绕笼机 辽宁盘锦数控钢筋滚笼机设备操作说明辽宁盘锦钢筋笼绕筋机参数型号:PYRLJ-3000加工范围;钢筋笼直径φ400---φ1500mm 长度12m绕筋线速;0---15.4m/min ( i=59*1.25=73.75 )小车速度;0---1.38m/min ( i=593 )胶辊电机;Y90L-4 功率7.5kw小车电机;Y90L-4 功率3.0kw整机重量;4200kg作业时,应将钢筋需弯一端在转盘固定销的间隙内,另一端紧靠机身固定销,并用手压紧;应检查机身固定销并确认已安放在挡住钢筋的一侧,方可开动。使用这种机械的时候我们一定要注意,其安装应稳固,保持水平位置。弯箍机系统不工作。钢筋弯箍机系统不工作的主要原因有:1.主机与控制柜未联机,需要检查主机与控制柜的连接情况,确保电缆连接牢固并正常工作。2.弯箍机系统处于状态,需要检查弯箍机的感应器的位置是否异常,同时要确认各感应开关是否损坏,并及时更换。3.检查弯箍机急停按钮是否被按下,及时恢复急停按钮。以上就是弯箍机系统不工作的3种情况,如果排除了上面三种状况外,系统还是不工作,可以拨打24小时***咨询。钢筋弯箍机执行机构不工作。钢筋弯箍机的执行机构不工作,如:不送钢筋,弯曲头不工作,加紧件不工作等,需要检查下面三个地方:1.检查元器件或者气阀,及时更换损坏的元器件和气阀。如果是气压不够,气路压力大小。2.检查控制线路是否不良或者断开。



切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时,引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时,引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。


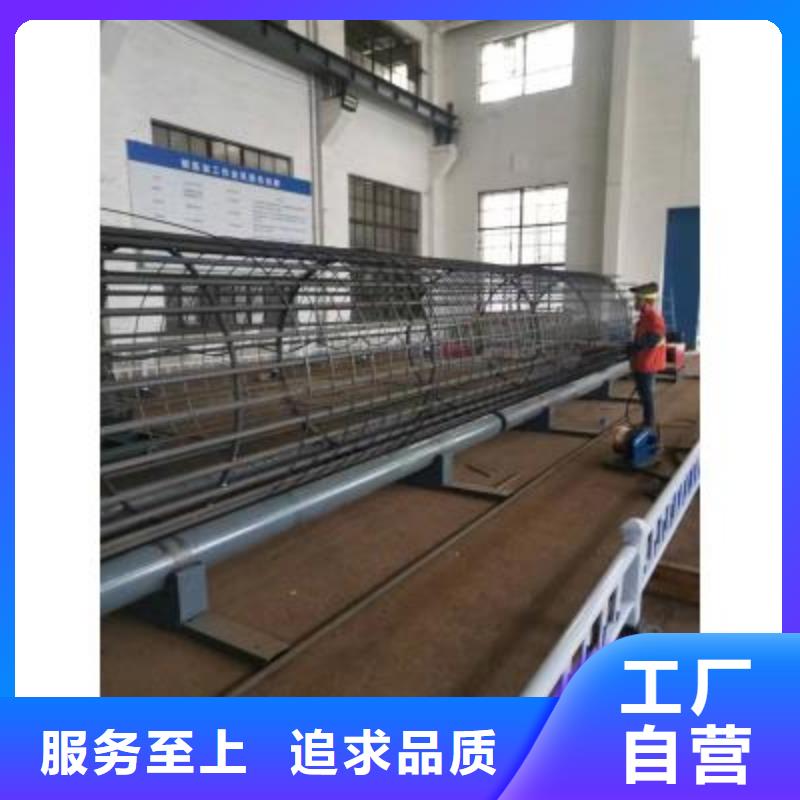
辽宁盘锦钢筋笼绕筋机操作规程1, 变换规格调节滑块位置时,一定要确认螺栓已紧固,以免 焊接过程中滑块飞出,造成 。2, 当设备运行出现异常时,应立即停车检查故障原因所在,待故障排除之后在重新起车 焊接。在维修或调整设备(包括调节行程开关及接近开关位置)应将设备的所有电源全部切断,方可进行调节或维修,严禁在设备带电状态下进 行调整。3, 设备通电启动前必须确保所有人员应远离设备 (包括环筋 的供筋系统, 不得跨越环筋) , 以免发生危险。4, 滚焊机在焊接过程中,操作工必须时常注意设备的运行状 况, 不得远离设备而干其他 工作。5, 设备必须接地良好,在工作过程当中一旦发现设备漏电, 应立即停车切断所有电源, 待故障排除后方可继续工作。6, 必须做好设备的维护和保养, 设备的维护与保养, 主要是 日常维护和定期的维护和保 养。



