
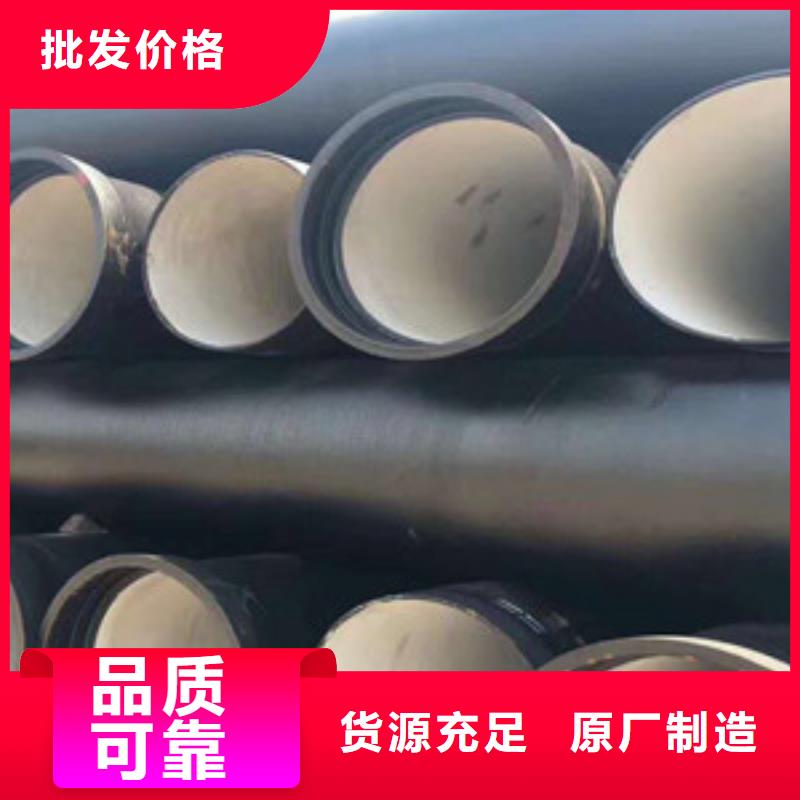






球墨铸铁管的分类按其制造的方法可分为:砂型离心于承插直管,连续铸铁直管及为砂型铁管。按其所用材质不同可分为:灰口的铁管,球墨铸铁管及的高硅铁管。给水于铸铁管:给水铸铁管使用18号以上造铁水经添加球化剂后,经过离心材球墨铸铁机高速离心铸造成的管道,球墨铸铁管有铁的本质,DN500球墨铸铁管钢的性能,如何辩解球墨铸铁管真假防腐性能优异的,延展性能很好,密封效果非常好,安装简易等,主要用于市政,工矿悟企业给水,输气输油等。是供水管材的,具有很高的性价比。砂型离心铸铁直管:砂型离心铸铁直管之材质为灰口铸铁,DN500球墨铸铁管适用于水及煤气等压力流体的输送。连续额铸铁直管:连续铸铁直管即连续铸造他的灰口铸铁管,适用于水 及煤气等压力流体的输送。
浸涂时使泡沫塑料模样变湿,降低了刚度,烘干后产生变形,造成了后来用铝制或聚氯乙烯定型环的方法得到了解决,即在涂料前将定型环放入承插口内径,在 次涂料烘干后,消失模的刚度明显增加再涂第二次涂料,即可变形。用消失模工艺铸出的球墨铸铁管件与砂型相比外观质量有明显的提高,球墨铸铁管件易变形。造成变形主要在制模、涂料、填砂造型等工序上。致使管件几何尺寸不符合标准尺寸。对于大口径球墨铸铁管件更容易产生变形。所以采用树脂砂圆环支持的办法解决变形或组合采用内加支撑环,外部加入支撑钢带的复合措施来防止。消失模所用的涂料是水基涂料,但也出现了一些意想不到的缺陷,现将这些缺陷形成的原因及克服的方法介绍如下。
球墨铸铁铸管 抓住机遇,推动行业高质量发展。中央经济工作会议和全国两会报告均指出,要推动制造业高质量发展。钢铁行业要抓住我国经济持续稳定发展的机遇,坚持新发展理念,进一步推进供给侧结构性改革,加强管理,提益,创新发展,绿色发展,真正实现结构调整,转型升级。的缺陷如砂眼、气孔、冷隔等,消失模铸件中也会出现,可用保证浇注温度等一般措施加以克服。泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则,大口径球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。考虑到球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。

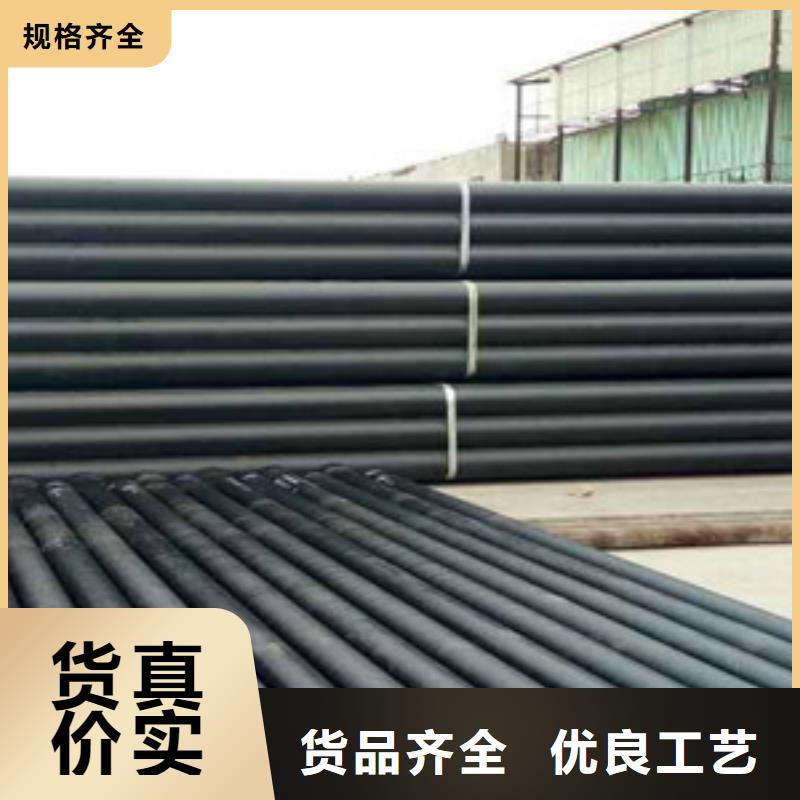
球墨铸铁管现在已经大批量运用在市政运输水、汽、石油等材料,为资源缺乏的地区提供了便利,也为我们 的发展提供了很好的方法。给水球墨铸铁管,的运输管道。接下来我们来说一说给水球墨铸铁管连接方式问题型内孕育有多种方法,由于给水球墨铸铁管采用柔性接头 施工操作较为方便 可提高施工效率、 改善施工条件、 降低施工成本 而且接口大部分采用胶圈连接操作简便 能缩短工期降低施工造价。型内球化是在浇道内设一反应室,铁液边流过边发生球化反应。型内球化劳动条件好,氧化损失少,Mg吸收率高达80%,克服了球化衰退与孕育衰退,提高了球铁性能。型内球化对铁液硫量要求严格,铸件的工艺出品率低。七十年代国内曾有应用,现已不见于生产。目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得 的孕育效果。

