




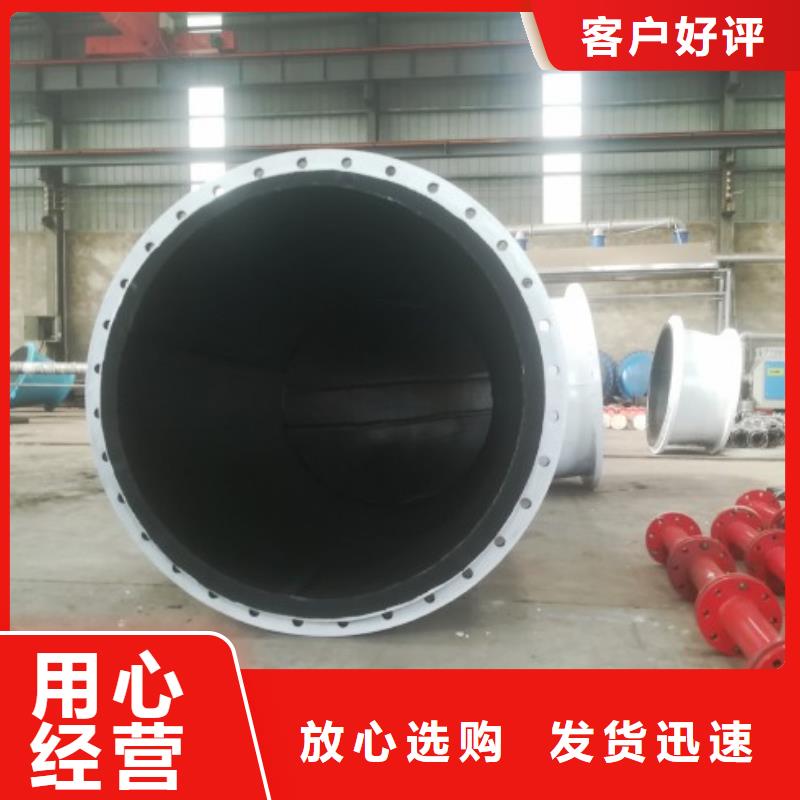


衬胶管道施工方案(热硫化过程):
衬胶管道联接方式为法兰联接,每根管长度3—5米.
优点:利用热硫化丁基橡胶耐高温、抗腐蚀、易粘接,使衬胶钢管具有的结合强度和极好的耐磨损、耐腐蚀性能。
弯头类衬里结构:
优点:法兰与弯头的处理:(在管线转弯处使用橡胶弯头,即便于安装,又可调节管路膨胀与收缩的补偿.)
1、法兰包边2、接头搭节 3、密封性强4、 尺寸便于销核。
丁基衬胶粘接、硫化工艺简介
冷粘工具和清洗剂
![]() 刃口锋利的刀具两把;
刃口锋利的刀具两把;
直尺,卷尺,磨刀石;
木锤或者橡胶锤两把;
钢丝刷两把;
手提电动钢丝刷(砂轮)一个;
干净棉纱。
丁基胶板粘接程序
胶板的准备
a.所有粘接的胶板表面都必须打毛(出厂时已一面或两面打毛),包括接头。
b. 所有需粘接的表面(含接头)都须用香蕉水清洗脏物,并彻底晾干。
橡胶和橡胶粘接
均匀涂一层配好的粘合剂于粘接表面,并晾干1015分钟;
再均匀涂第二层配好的粘合剂,粘接面不粘手,再将粘接面叠合;
粘合剂在短时间内即粘牢,在施压前调整好粘接位置;
当位置对好后,在整个表面施压,使其接触均匀,挤出空气。
橡胶与金属铁板粘接
金属铁板表面需用喷砂或者钢丝刷去除铁锈和氧化层;
采用香蕉水清洗喷砂后的表面,并彻底晾干;
涂金属底油,约2小时晾干,如层太薄可涂第二层;
粘接步骤同第3条a d 项。
送入硫化罐进行加压、高温硫化约4个小时。
混凝土事故浆液池及石灰石浆液箱在现场粘接,然后进行本体硫化,即采用现场热源(锅炉蒸汽)及压力表将蒸汽输送入密封的事故浆液池及石灰石浆液箱,进行常温本体硫化约八小时。




注:预硫化橡胶板:R-10适用温度:≤55℃
C-10适用温度:55<T≤70℃
B-10适用温度:70<T≤85℃
耐磨衬胶管道:以弹性橡胶为衬里层,运用“橡胶弹性强、耐磨”的特性,减小输送介质对管壁的磨损,可以用于矿山的原矿、精矿、尾矿矿浆输送管路,燃煤电厂输灰管路,化工系统的带有固体颗粒的液体输送管路。
丁基橡胶化学成分:牌号:丁基橡胶 ZXB-5
| 组成 | 比率(%) |
| 橡胶 | 46 |
| 无机补强剂·填充材 | 41 |
| 金属氧化物 | 3 |
| 硫化剂 | 2 |
| 其它 | 8 |
| 合计 | 100 |
丁基胶物理性能
| 检查项目 | 单位 | 标准值 | 试验方法 | 执行标准 |
| 拉伸强度 | MPa | 8 | GB/T528 | GB/T18241.4-2006 |
| 延伸率 | % | 420 | GB/T531 | |
| 硬 度 | 邵氏A | 57±5 | GB/T529 | |
| 粘结强度 | MPa | 9 | GB/T7760(90度剥离法) |
丁基衬胶管道能承受温度范围为-40~120℃。
