


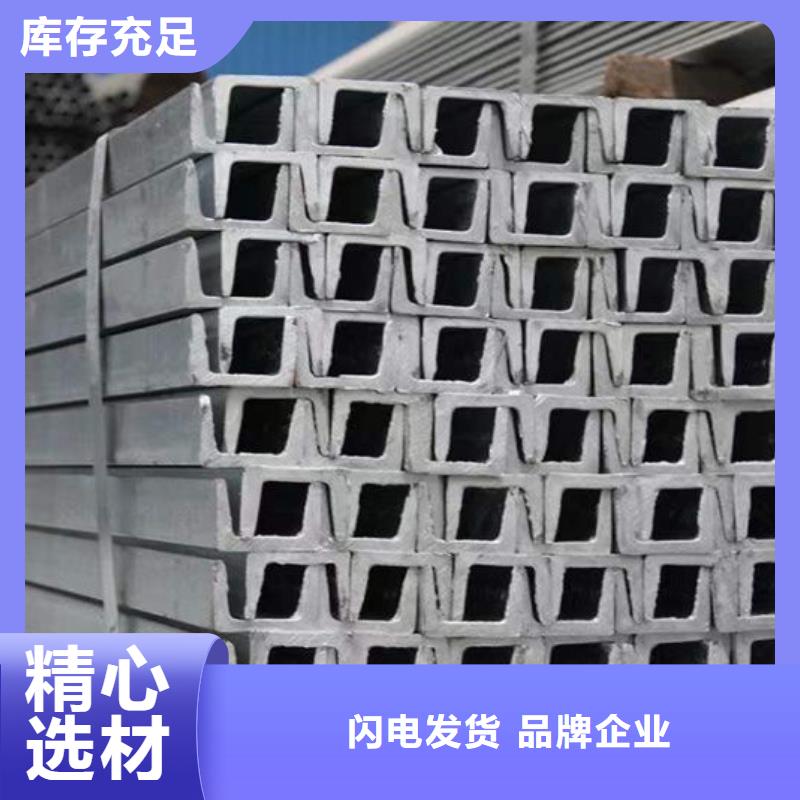







热轧圆钢的规格为5.5-250毫米,其中,5.5-25毫米的小圆钢大多以直条成捆供应,常用作钢筋、螺栓及各种机械零件:大于25毫米的热轧圆钢,主要用于制造机械零件或作无缝钢管坯。具有淬透性好、硬度高、耐磨性好、热处理变形小等优点,常用于制作承受重负荷、生产批量大、形状复杂的冷作模具。但该Q345B低合金圆钢在使用过程中容易出现脆性大等问题。研究表明,改善Q345B低合金圆钢中碳化物的形态和分布可有效改善钢材材料韧性。常见的工艺有锻造预热淬火、固溶双细化工艺、降温淬火、等温淬火等。其中固溶双细化处理是利用热处理方式,使碳化物细化、棱角圆整化,同时使奥氏体晶粒超细化。其工艺的主要措施是高温固溶和循环细化。高温固溶可以改善碳化物的形态和粒度;循环细化的目的在于使奥氏体晶粒超细化。真空热处理与普通热处理相比有许多突出的特点,如可防止Q345B低合金圆钢表面氧化、脱碳;淬火变形小;工艺的稳定性、重复性好;操作、自动化程度高、工作环境好等。随着要求越来越高,Q345B低合金圆钢的真空热处理受到越来越多的关注。
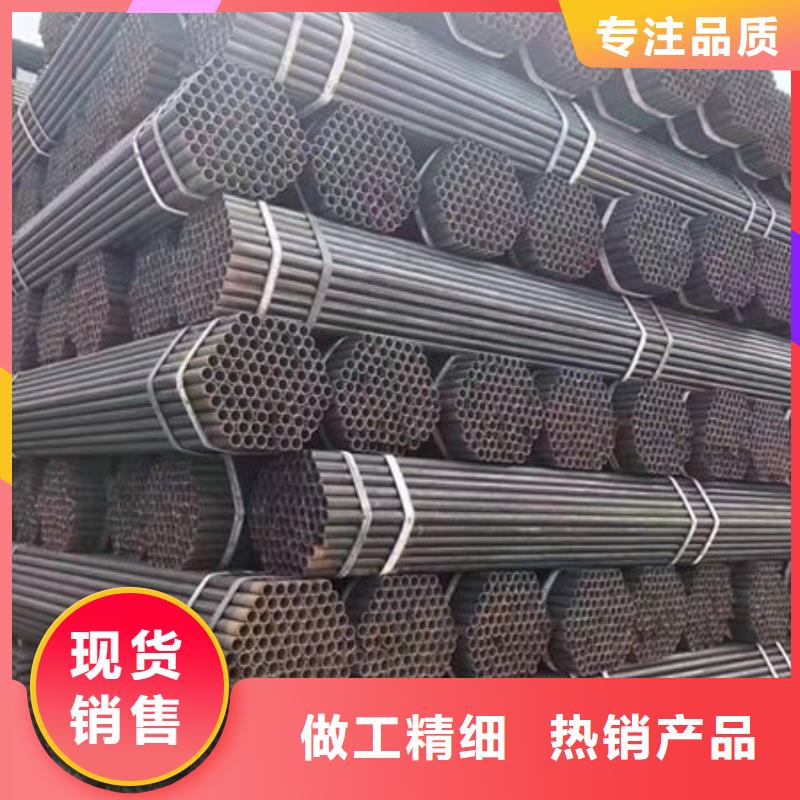
直缝钢管的生产工艺较为简单,主要生产工艺为高频焊直缝钢管和埋弧焊直缝钢材;直缝钢管生产效率高,成本低,发展迅速,螺旋钢管的强度通常高于直缝钢管;主要生产工艺是埋弧焊,螺旋钢管可以生产出具有相同宽度的方坯的不同直径的焊接管,或者可以从狭窄的方坯中制造出具有较大管径的焊接管;但是,与相同长度的直缝钢管相比,焊接长度分别增加了30%和100%,生产速度降低了;因此,大口径钢管大多通过螺旋焊接来焊接,小口径钢管大多通过直缝焊接来焊接。在大口径直缝钢管的工业生产中,采用了T形焊接技术,即一小部分直缝钢管被对接连接,以满足工程所需的长度;T形直缝钢管的缺陷将大大增加,T形焊缝的焊接残余应力将更大,焊接金属通常处于三轴应力下,这会增加开裂的可能性;就焊接技术而言,螺旋钢管和直缝钢管的焊接方法是相同的,但不可避免地会出现大量的T形焊缝,并且T形焊缝的焊接残余应力非常大,因此,焊接缺陷的可能性也很大,改进后,焊接金属通常处于三轴应力状态,这增加了开裂的可能性。
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管钢材更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
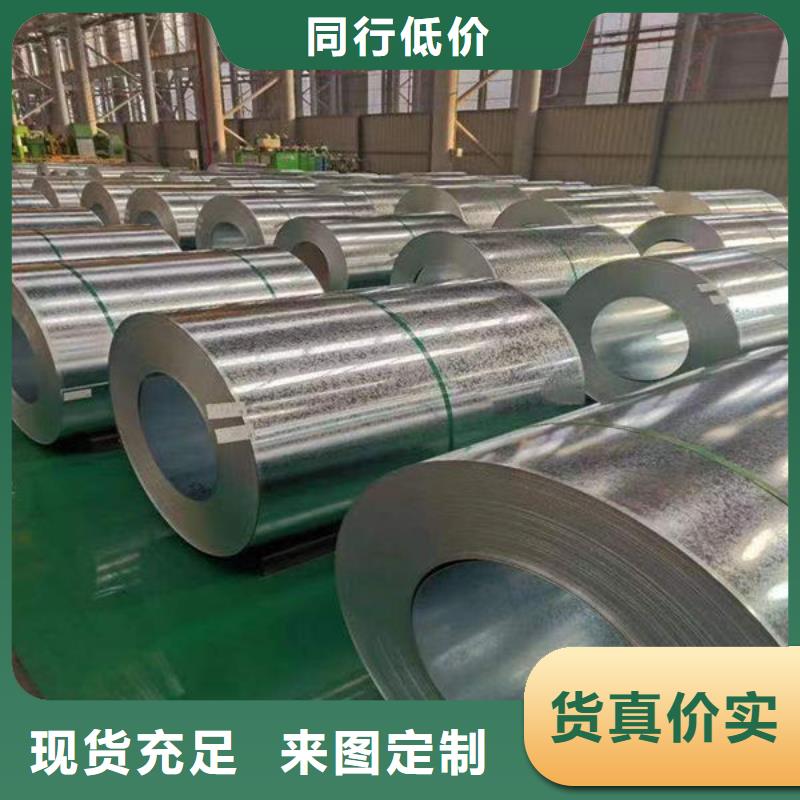
镀锌板带钢材产品主要应用于建筑、轻工、汽车、农牧渔业及商业等行业。其中建筑行业主要用于制造防腐蚀的工业及民用建筑屋面板、屋顶格栅等;轻工行业用其制造家电外壳、民用烟囱、厨房用具等,汽车行业主要用于制造轿车的耐腐蚀部件等;农牧渔业主要用做粮食储运、肉类及水产品的冷冻加工用具等;商业主要用作为物资的储运、包装用具等。边部出现的大型夹杂物富集是诱发边裂的主要根源之一。由于薄板坯采用了漏斗型结晶器,结晶器内部的流动、传热的不均匀程度和液面波动情况比传统板坯连铸时复杂,在浇铸过程中往往会造成卷渣,一部分卷渣残留在铸坯表面形成表面夹杂,其中较大的夹杂颗粒在铸坯边部沉积,造成边部大型氧化物夹杂的富集。
