



以下是我们上传的数控等离子切割机,激光切割机光纤激光厂家拥有先进的设备实拍视频,您可以点击观看。
以下是:数控等离子切割机,激光切割机光纤激光厂家拥有先进的设备的图文介绍


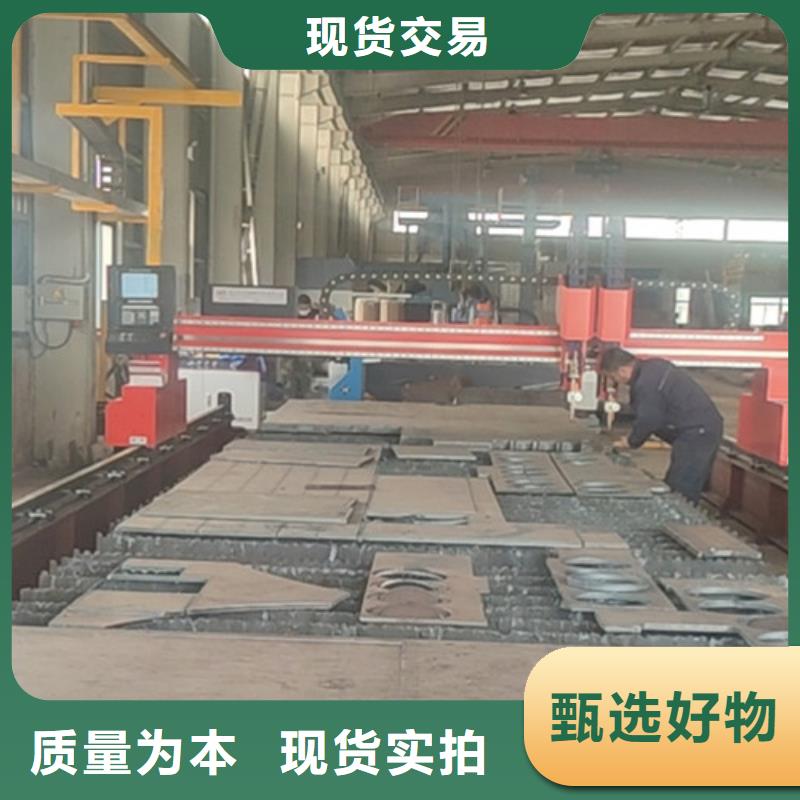
数控等离子切割机在使用时要注意掌握一些细节,不然容易因为切割质量不稳定,易损件更换频繁而发生故障。那么数控等离子切割机平时的使用技巧有哪些呢?图片-----图片-----1、数控等离子切割机要采用合理的切距按说明书的要求,采用合理的切距,切距即切割喷嘴和工件表面的距离,当穿孔时,尽可能采用正常切距的2倍距离或是采用等离子弧所能传递的高度。-----图片-----2、数控等离子切割机切割应从边缘开始数控等离子切割机尽量从边缘开始切割,而不要穿孔切割。数控等离子切割机采用边缘作为起始点会延长消耗件的使用寿命,所以正确方法是将喷嘴直接对准工件的边缘后再启动等离子弧。 图片-----图片-----3、数控等离子切割机减少不必要的“起弧(或导弧)”时间起弧时喷嘴与电极的消耗均非常快,所以在开始前,应将割炬放在切割金属的行走距离内。 -----图片-----4、数控等离子切割机尽量保持割炬与消耗件的清洁在割炬与消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面还有喷嘴。图片-----图片-----5、数控等离子切割机喷嘴不能过载使用 让喷嘴过载(即超过喷嘴的工作电流),会使喷嘴损坏更快。电流强度应是喷嘴的工作电流的95%。比如:100A的喷嘴的电流强度应设定为95A。图片-----图片-----6、数控等离子切割机穿孔厚度要在机器系统的允许范围内数控等离子切割机不得在超过工作厚度的钢板上穿孔,一般的穿孔厚度是正常切割厚度的1/2。



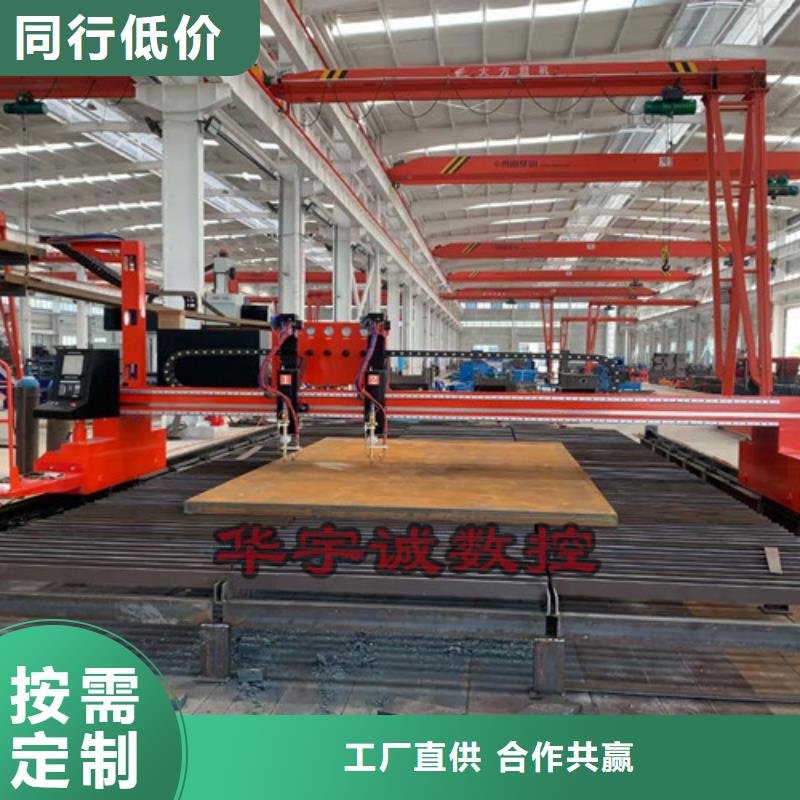
在数控等离子切割机过程中,存在穿孔切割和边缘切割的说法,这两者之间到底有啥区别呢?两者之间的差异是受什么因素影响呢?今天我们以等离子切割为例,分享一下穿孔切割和边缘切割的区别?
穿孔切割和边缘切割的区别,顾名思义,在数控等离子切割机过程中一种方式是在钢板上位置上直接穿孔,穿孔成功后在按照引入线进入图形切割的一种切割方式,而边缘切割是指的在切割操作中,切割机从钢板的边缘开始切割,然后再按照引入线进入图形切割。在实际生产过程中,尤其是配件加工作业。多数使用的是穿孔切割方法。
大家了解数控等离子切割机的参数后发现,一般穿孔切割的切割厚度要小于边缘切割厚度,到底是什么因素造就的这一差异呢?数控等离子切割机设备小编告诉大家,造成两种切割厚度差异的根本原因是温度。大家都知道无论是火焰切割,还是等离子切割,都属于高温切割,在切割作用中温度可以达到几千度,当在穿孔作业中,由于温度扩散面减少近一半,所以对割嘴的温度影响很大。
等离子切割机在实际应用中,25mm厚的板材就很难实现穿孔切割了,由于不能快速穿透钢板,导致高温把割嘴损坏,所以在25mm以上的金属板切割中,尽量使用边缘切割。而在20mm以上的碳钢切割中,一般都采用火焰切割了!


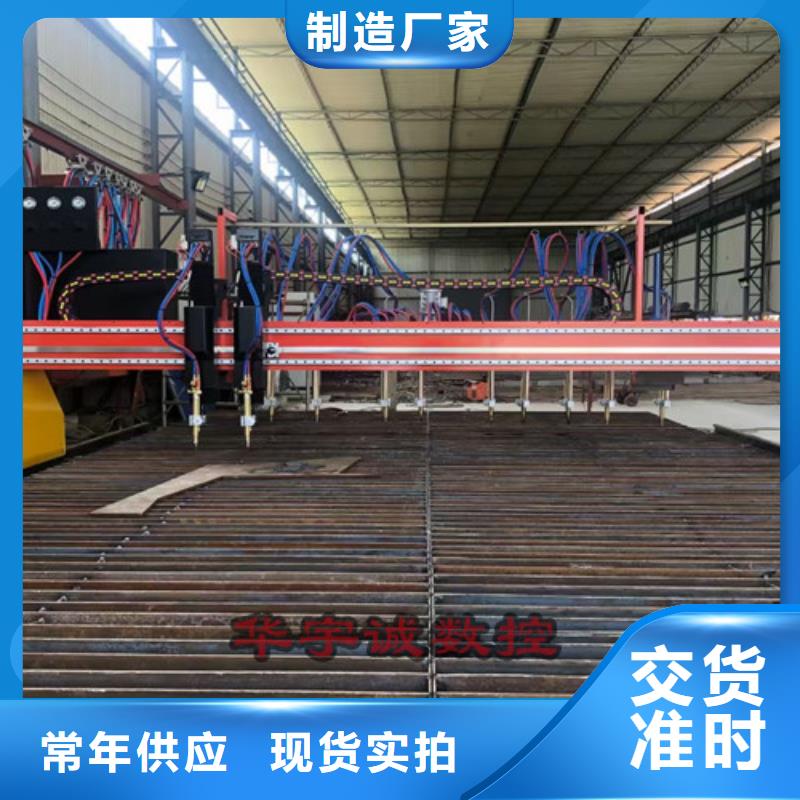
数控等离子切割机切割电流
数控等离子切割机切割电流重要的切割工艺参数,直接决定了切割的厚度和速度,即切割能力,造成影响,正确使用数控等离子机进行高质量的快速切割,必须对切割工艺参数进行深刻地理解和掌握。
1.切割电流加大,电弧力量增加,切割能力提高,切割速度是随之加大;
2.切割电流加大,电弧直径增加,电弧变粗使得切口变宽;
3.切割电流过大使得喷嘴热负荷加大,喷嘴过早地损坏,切割质量自然也下降,甚至无法进行正常割。
在等离子切割前选用电源的时候,不能选择太大或太小的电源。太大的电源,考虑在切割成本上是一种浪费,因为根本就用不了那么大的电流。也不能因为节约切割成本预算,选用等离子电源的时候,把电流的选择选得过小,这样在实际切割的时候也是不能达到自己的切割要求,这样对数控切割机本身是一种很大的伤害!锐特科技提醒您要根据材料的厚度正确选用切割电流和相应的喷嘴。



华宇诚数控科技有限公司主营产品有 河南南阳金属激光切割机,本公司库存量充足,品种齐全,并且可以根据客户要求加工定做。公司历经几年的发展,现已成为行业领先、工艺技术装备水平高、品种规格齐全的射线防护生产销售于一体的企业,并与各大厂商组建联合销售。我公司以“雄厚的技术力量、高品质的产品、合理的价格及周到快捷的服务作为不懈进取的准则;不断的向新老客户提供更好、更新、更的技术支持。诚信为根,质量为本、价格合理是我们的宗旨。华宇诚数控科技有限公司欢迎新老客户来公司参观指导或来电、来函洽淡业务。服务三保:保证质量、保证时间、保证数量服务宗旨:雄厚的实力、优质的产品、低廉的价格、的服务。郑重承诺:保证以优质的质量、良心的价格、完善的服务来答谢新老顾客的信赖!


