您的位置>首页 >三门峡本地每News >
32新标准(47.5*70)套筒定做-32新标准(47.5*70)套筒厂
更新时间: 2024-12-23 15:14:10 浏览次数:15
以下是:32新标准(47.5*70)套筒定做-32新标准(47.5*70)套筒厂的产品参数
| 产品参数 |
|---|
| 产品价格 | 1元/个 |
|---|
| 发货期限 | 1-7 |
|---|
| 供货总量 | 50000 |
|---|
| 运费说明 | 电联 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 齐全 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 是否进口 | 否 |
|---|
以下是:32新标准(47.5*70)套筒定做-32新标准(47.5*70)套筒厂的图文视频
导读 32新标准(47.5*70)套筒定做-32新标准(47.5*70)套筒厂,云海旭金属材料有限公司为您提供32新标准(47.5*70)套筒定做-32新标准(47.5*70)套筒厂的资讯,联系人:马经理,电话:0527-88266888、0527-88266888,QQ:0527-88266888,发货地:经济开发区崂山路1号发货到河南省 三门峡市 湖滨区、渑池县、陕县、卢氏县、义马市、灵宝市。 河南省,三门峡市 1986年,三门峡市升为地级市。相传大禹治水,挥神斧将高山劈成“人门”“神门”“鬼门”三道峡谷,引黄河之水滔滔东去,三门峡由此得名。三门峡市有“五山四岭一分川”之称,西接关中,北邻三晋,东守中原,境内陇海铁路、连霍高速公路、310国道、郑西高铁横贯东西,209国道、三(门峡)淅(川)高速公路和浩吉铁路连通南北,是连接豫晋陕三省、北上南下、西进东出的区域交通枢纽城市。同时,仰韶文化、道家文化和虢国文化都发源于此。全市旅游资源丰富,有虢国博物馆、仰韶文化博物馆景区、天鹅湖湿地公园景区、黄河公园景区等景点,黄河文化、仰韶文化、老子文化、虢国文化、民俗文化交相辉映。
三门峡32新标准(47.5*70)套筒定做-32新标准(47.5*70)套筒厂
云海旭金属材料有限公司
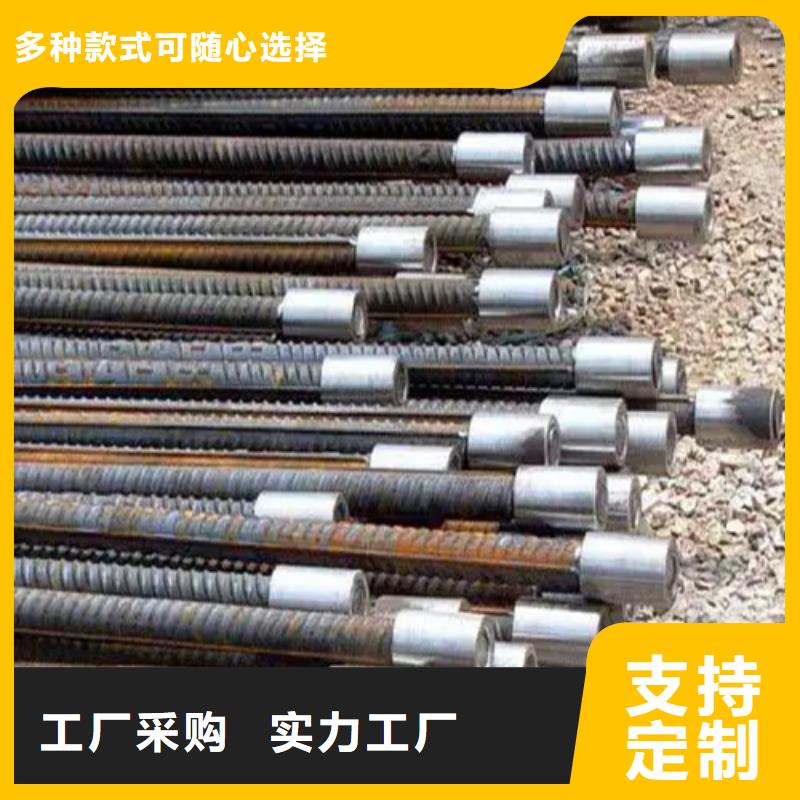
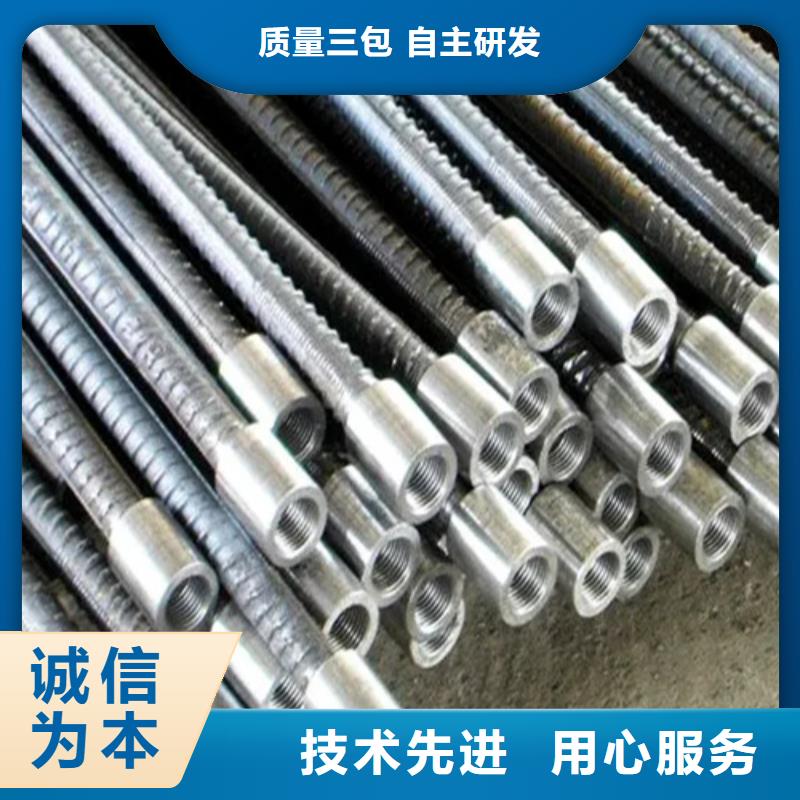
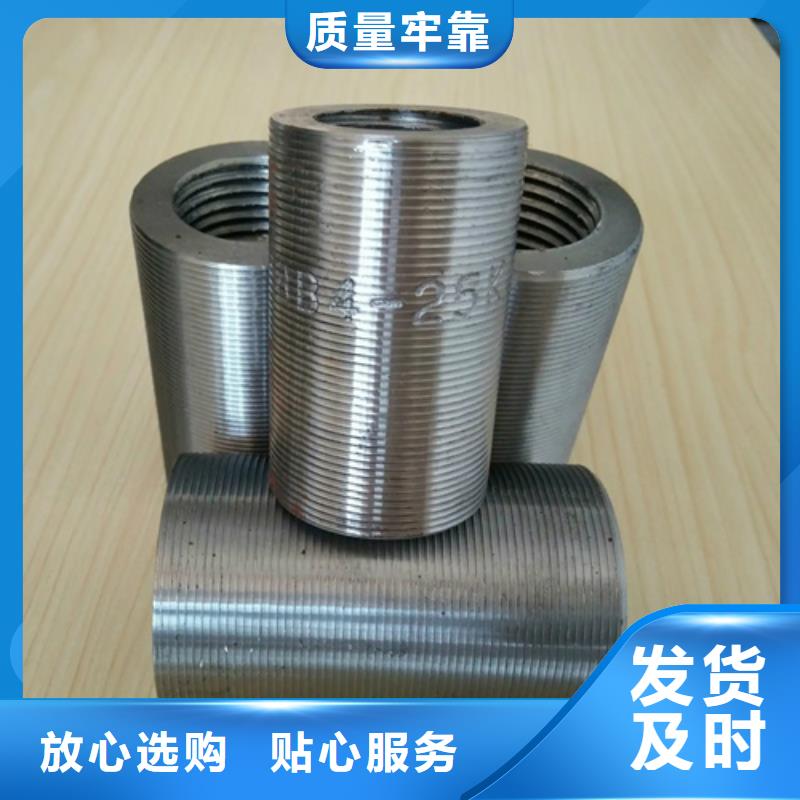
钢筋直螺纹套筒连接是一种通过冷作硬化加工方法,采用专用的滚轧机床对钢筋端部进行滚轧,使待接钢筋端头产生塑性变形并形成螺纹,再用与其螺纹相应的内螺纹套筒将两根钢筋套筒连接到一起的机械连接方法。供货时要同时提供相应接头性能等级的接头型式检验报告、套筒原材机械性能检验报告。审查型式检验报告时应注意:①检验报告中要详细记载接头试件基本参数;②检验报告不得超过4年;③仅标准型接头需要做型式检验报告;④HRB500级钢筋接头的型式检验报告可以兼做HRB400、HRB335级的同类型、同等级接头的型式检验报告使用,反之则不允许。
套筒定做-32新标准(47.5*70)套筒厂")
筋套筒的工艺标准:1、选用世界45号钢材,特别制作工艺,尺度精度高,质量牢靠。2、可衔接Ф16-Ф40mm的HRB335级和HRB400级带肋钢筋。3、通过 建筑工程质量监督检验中心检测,达到JGJ107-2010中的I级接头标准。4、标准型、正反丝扣型、异径型三大系列,五十二个种类,能满足建筑结构中横向、竖向、斜向等部位的同径、异径及可调长度和方向的连接钢筋需求。使用钢筋套筒连接注意事项:1、必须用精度±5%的力矩扳手拧紧接头,且要求每半年用扭力仪检定力矩扳手一次。钢筋应先调直再下料。滚丝机切断端面应与钢筋轴线笔直,不得有马蹄形或挠曲。2、加工的钢筋锥螺纹丝头的锥度、牙形、螺距等必须与衔接套的锥度、牙形、螺距相一致,且经配套的量规检测合格,加工钢筋锥螺纹时,应选用水溶液切削润滑液。3、衔接钢筋时,应对正轴线将钢筋拧入衔接套,然后用力矩扳手拧紧,选用预埋接头时,衔接套的方位、标准和数量应符合设计要求。衔接套的外露端应有密封盖。
套筒定做-32新标准(47.5*70)套筒厂")
套筒定做-32新标准(47.5*70)套筒厂")
套筒定做-32新标准(47.5*70)套筒厂")
总结 在河南省三门峡市采买32新标准(47.5*70)套筒定做-32新标准(47.5*70)套筒厂到云海旭金属材料有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:马经理-0527-88266888,QQ:0527-88266888,地址:《经济开发区崂山路1号》。