




金海金属材料有限公司视科技研发为企业生命力,深谙是人才团队的智慧成就了品牌、品质。为使 重庆精密管产品更趋完美,公司不吝重金聘请一批高级技术顾问和高职称的研究制造人士、高级工程师成立了技术研发中心,用他们的智慧培养员工,加上生产工人孜孜以求的工作态度,注重 重庆精密管每一个生产细节,从而形成了在强势品牌战略中坚不可摧的堡垒。并和众多知名大学建立了良好的产学关系,不断自主创新,保证了新 重庆精密管产品的研发质量和速度。 同时公司可为用户提供项目设计,工艺流程设计,标准和非标准 重庆精密管产品设计及生产。


7.其他具体问题:在日常生产中,会遇到冲孔尺寸偏大或偏小(有可能超出规格要求)以及与凸模尺寸相差较大的情形,除考虑成形凸、凹模的设计尺寸、加工精度及冲裁间隙等因素外,还应从以下几个方面考虑去解决。
⑴.冲切刃口磨损时,材料所受拉应力增大,冲压件产生翻料、扭曲的趋向加大。产生翻料时,冲孔尺寸会趋小。
⑵.对材料的强压,使材料产生塑性变形,会导致冲孔尺寸趋大。而减轻强压时,冲孔尺寸会趋小。
⑶.凸模刃口端部形状。如端部修出斜面或弧形,由于冲裁力减缓,冲件不易产生翻料、扭曲,因此,冲孔尺寸会趋大。而凸模端部为平面(无斜面或弧形)时,冲孔尺寸相对会趋小。


冲压件加工冲压件在我们的生活中被广泛使用,冲压件加工企业想要的是提率那怎么做。
许多领域都需要使用冲压件。例如,汽车行业的全体冲压件,汽车零部件类冲压件,电气零部件http:因此,冲压件质量与相关应用程序的质量直接相关,提高冲压件生产率的方法.
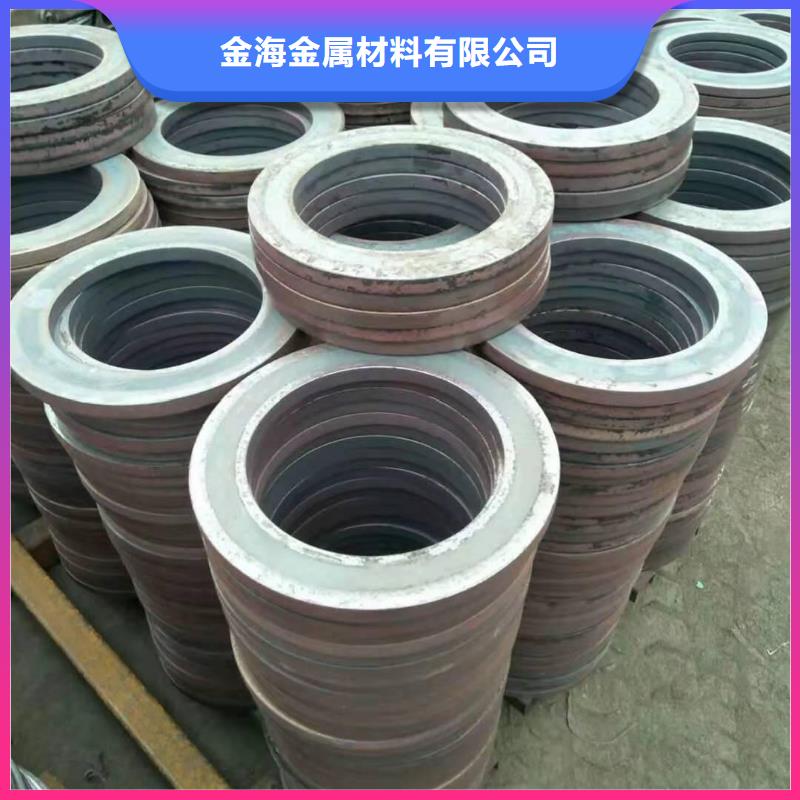
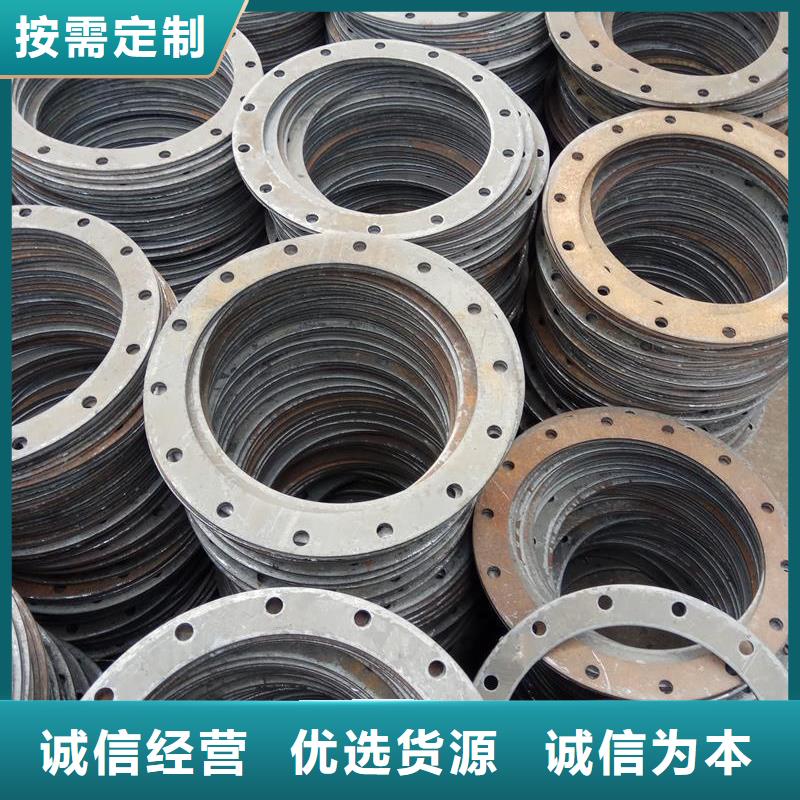
冲压件加工
冲压件加工
可以从以下方面开始:
1:整理模具工艺卡和模具压力参数的存放,制作相应的标牌模具或放入压力机旁边的文件中,可以快速检查参数并调整模具高度。
:2:模具生产过程增加自检、相互检查、专业检查的力度,防止质量缺陷,通过操作员质量技术培训提高生产质量意识,提高产品质量。
:3:提高模具维护效率,通过各批次生产进行模具维护,延长模具寿命,提高生产率。
:4:模具故障、及时维修、刀片倒塌焊接处理、模具生产板变形的回顾研究。




