


以下是我们上传的堆焊复合耐磨钢板厂家实拍视频,您可以点击观看。
以下是:堆焊复合耐磨钢板厂家的图文介绍


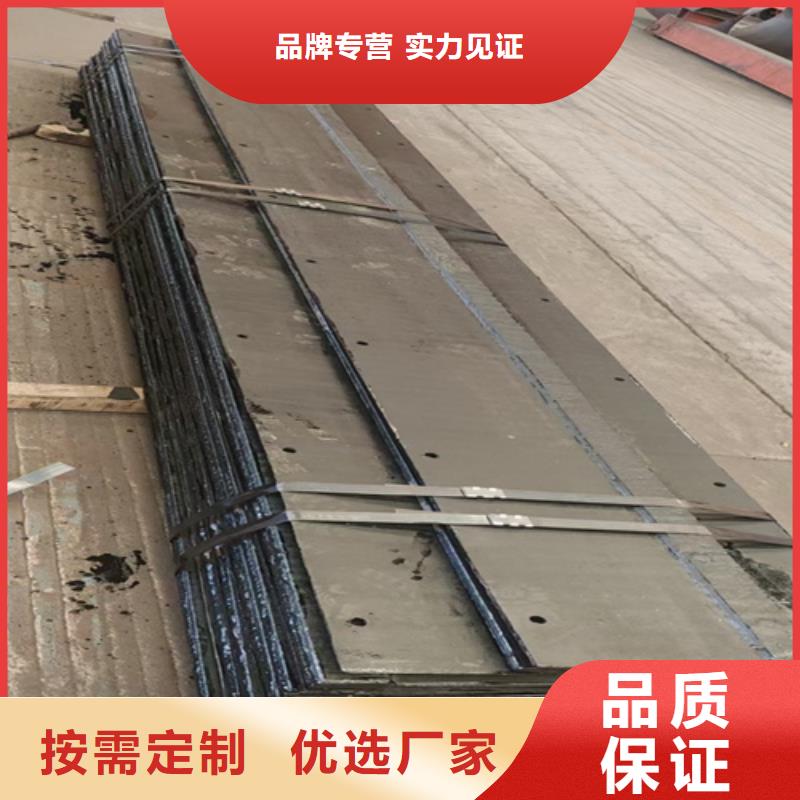
常用碳化铬耐磨钢板焊材碳化铬复合耐磨钢板焊接材料按其复合结构分为基层,过渡层,耐磨层和耐磨层补焊分别采用特种焊接材料进行焊接。特别注意的是焊条在使用前必须经 300℃下1h 的烘焙, 然后在约 100℃下保存。在使用过程中焊条置于保温筒中, 并随用随取。焊条从烘焙箱里取出超过 4h,如果没有用完应重新烘焙。对基本和耐磨层之间的过渡层,在施焊时每侧至少一层焊肉。而对于基层,至焊满,且余高小于 2.5mm.。耐磨层为至少焊两层,且余高不大于 1mm。耐磨层侧完成施焊后,其焊缝一般会出现应力裂纹,如果应力裂纹没有暴露出基层,不需作任何处理。如果应力裂纹暴露出基层,则应该采用耐磨焊条进行补焊处理。焊接作业须在室内场地或有遮风避雨的措施户外作业场地进行,应对焊接作业区域提供适当的防风遮蔽和防护措施。根据信铬钢的特性,在与法兰连接时,仍需采用特殊施工工艺。管件伸入法兰内圆,且法兰内圆开大坡口,基板与法兰采用普通焊条连接,焊缝堆至于管体平齐, 然后采用信铬钢耐磨焊条将基板与耐磨层堆焊,焊缝厚度为10mm, 这样特殊的制作工艺增加了许多施工量,但只有这种工艺才能完全保护基板在使用中,不会出现耐磨层未被磨损完全前基层就开始发生磨损,从而造成信铬钢失去其耐磨功能。复合耐磨钢板



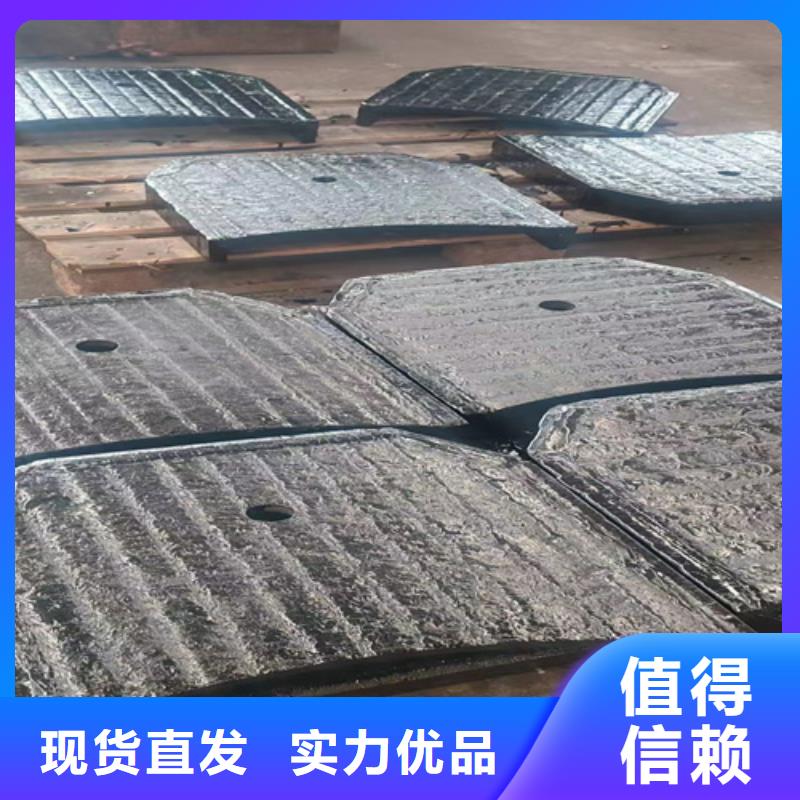
①经过短短几个月的使用,发现现使用的导向板存在着严重的偏磨现象,从上而下磨损逐渐加重。终因下边缘磨损过量致使导向板失效,现役材料接触区呈楔形,丧失了导向板的作用。同时在工作中,由于导向板呈楔形,钻箱向后面倾斜,钻杆在钻孔过程中不能垂直于顶板,在打孔过程中经常会打斜眼,严重影响锚杆支护的强度;钻箱离工作台太近,且导向板呈楔形导致钻箱斜置,下落过程中钻箱很容易与工作台相撞.严重影响钻箱的使用寿命和整机的开机时间,很大程度上影响了煤矿生产速度。②从直观地发现导向板与钻架主体之间的接触表面上布满了沿摩擦方向的划痕,且有较多明显可辨的沟槽,可见钻箱工作中发生了较严重的磨粒磨损。(2)微观分析通过使用发射扫描电子显微镜对现有导向板的磨损面进行扫描电镜(SEM)观察分析。从的SEM图像可以看到导向板的接触表面上有挤压剥落的现象,同时其表面也产生了大量由切削和犁沟作用形成的沟槽。通过SEM图像并结合磨粒磨损产生的原因可以看出导向板的损伤主要是来源于磨粒磨损。同时在磨损表面还存在大量的疲劳磨损和茹着磨损的痕迹,这些都会影响现有导向板的。复合耐磨钢板


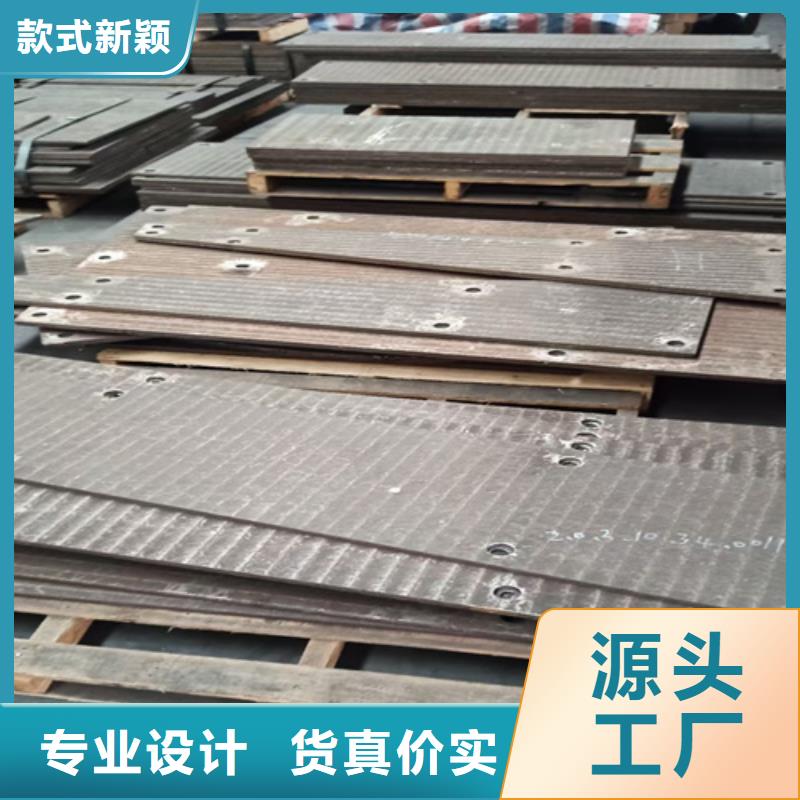
煤仓是燃煤火力发电厂制粉系统中的重要组成部分, 在大 中型机组电厂中,主厂房煤仓多数采用型钢和钢板制成。 由于物料在仓内流动,其与仓壁钢板的摩擦易使板壁受损,同时钢板表面粗糙易造成堵煤。 因此,煤仓内壁在设计时都考虑加设1 层耐磨强度高于普通钢板且表面光滑的KNM60耐磨钢板做煤仓衬板,以延长煤仓使用年限,降低维修率。1、切割:可用等离子切割、碳弧、砂轮锯将大面积复层钢板切割成所需要的形状。佳方法是用空气或者惰性气体等离子弧进行切割,方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。2、开孔:大孔可以采用等离子切割,小孔使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。3、焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。耐磨钢板也可以焊接到其他钢结构上。4、塞焊:可用等离子或者碳弧气刨在耐磨钢板上开孔,通过塞焊的方法与其他钢结构件连接。5、螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在耐磨钢板上开孔,通过螺栓与其他工件连接。复合耐磨钢板



【多麦金属】高锰耐磨耐候钢板生产厂家(宁波市分公司)经过多年的研究, Q460C高强钢板产品不断推陈出新,坚持技术、科学管理、诚信经营,注重引进的生产技术设备,推行标准化生产,从原材料采购、生产管理、产品检测等关键环节把关。


