


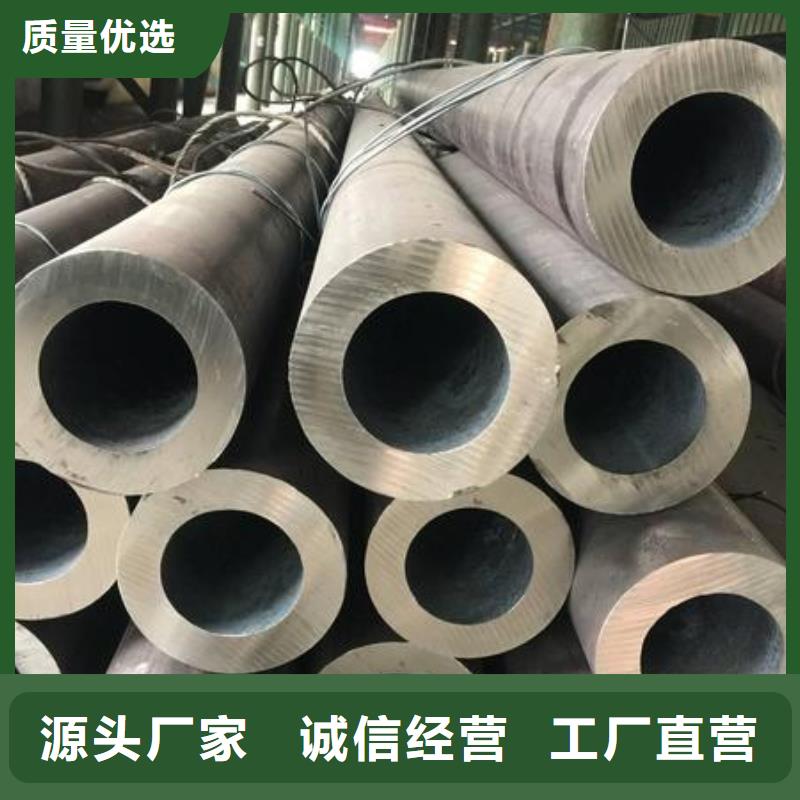


浅析35crmo厚壁无缝钢管的特点和用途
35crmo厚壁无缝钢管是指外径159mm以上的35crmo厚壁无缝钢管,其重量计算公式为:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量).
大口径无缝钢管分为热轧大口径无缝钢管和热扩大口径无缝钢管,热轧大口径无缝钢管一般只可以生产国标规格的无缝钢管,热扩大口径无缝钢管则可以生产国标和非国标等特殊型号的无缝钢管.
35crmo厚壁无缝钢管zui大管口直径达1200mm,而且可以根据不同的需要涂敷聚氯乙烯(PVC)、聚乙烯(PE)、环氧树脂(EPOZY)等各种不同性能的塑料涂层,所以也被称之为涂敷钢管.
大口径涂敷钢管附着力好,抗腐蚀性强,可耐强酸、强碱及其它化学腐蚀而且、不锈蚀、耐磨、耐冲击、耐渗透性强,管道表面光滑,不粘附任何物质,能降低输送时的阻力,提高流量及输送效率,减少输送压力损失.
涂层中无溶剂,无可渗出物质,因而不会污染所输送的介质,从而保证流体的纯洁度和卫生性,在-40℃到+80℃范围可冷热循环交替使用,不老化、不龟裂,因而可以在寒冷地带等苛刻的环境下使用.
正式以为以上优势,所以35crmo厚壁无缝钢管广泛应用于自来水、天然气、石油、化工、医药、通讯、电力、海洋等工程领域.


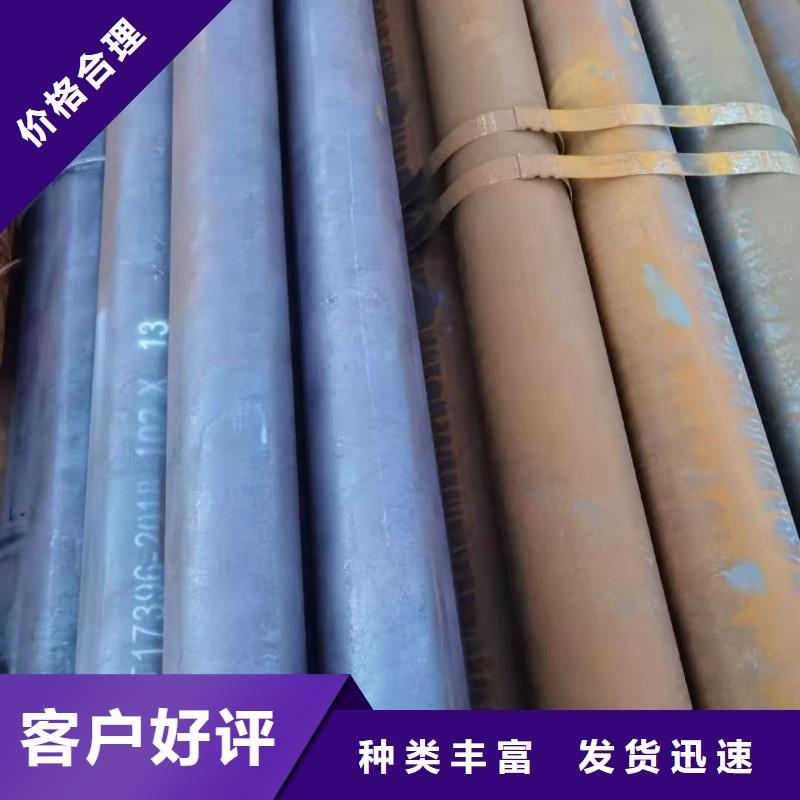
16mn厚壁无缝钢管可以信赖、环境卫生环境保护、经济发展可用,管路的厚壁化及其新式靠谱、简易便捷的联接方式的开发设计取得成功,使其具备大量其他管件不可替代的优势,工程项目中的运用会愈来愈多,使用会愈来愈普及化,市场前景看中16mn厚壁钢管集特性、外型和使用特点于一身,因此 16mn厚壁钢管仍将是全世界******的建筑装饰材料之一。热镀锌钢管这一常见管件以其易腐蚀,在我国有关现行政策的影响下,将慢慢撤出历史的舞台,塑料软管、钢丝网骨架及空调铜管变成管路系统软件的常见管件。但在很多状况下,不16mn厚壁钢管更有优势,因为16mn厚壁钢管已具有建筑装饰材料所规定的很多理想化特性,它在金属材料中能够说成 的,而其发展趋势仍在再次。尤其是水体难题,大家愈来愈高度重视,规定也持续 。
尤其是壁厚仅为20~40mm的厚壁管16mn厚壁钢管在高品质生活用水系统软件、开水系统软件及将性、环境卫生摆在首位的给排水系统软件,具备可以信赖、环境卫生环境保护、经济发展可用等特性。已被世界各国工程项目实践经验是给排水系统软件综合型能******是的、新式、环保节能和节能型的管件之一,也是一种很有竞争能力的给水管材,终将对改进水体、 大家生活水平充分发挥无法比拟的功效。
为使16mn厚壁钢管在传统式的运用中特性更强,一直在改善目前的种类,并且,为了更好地考虑高級工程建筑运用的严格管理,已经开发的16mn厚壁钢管。因为生产率持续 ,品质不断完善,16mn厚壁钢管已变成建筑设计师们挑选的******备成本效益的原材料之一。
生产制造16mn厚壁钢管常用到的热处理炉,所选用的是环状热处理炉,除开这类热处理炉之外,也有别的类型的热处理炉,依据制做无缝管的不一样,在实际加温方法上也是有差别的,在热处理工艺进行以后,还需开展进一步的生产加工,包含校直,铸轧和检测这好多个流程,那样才可以确保无缝管在登场时的品质能维持在高质量,因而检测的流程不可或缺。



优惠的 辽宁本溪精密管价格是我们对客户的庄严许诺,我们坚持以“质量树信誉,以品牌占市场,以创新求发展,以规模取效益”,金海金属材料有限公司真诚希望在今后的岁月中继续与广大的用户和社会各界真诚合作,携手前进,共同发展。


超声波探伤技术领域,特别是一种采用超声波探伤技术对大口径厚壁钢管纵向内壁缺陷检测的方法。
大口径厚壁无缝钢管是近年来随着超临界锅炉和超超临界锅炉的研发投产而大量使用的,如何保证厚壁管内表面质量,一直成为困扰钢管探伤、锅炉制造两大行业的一大难题。目前国内外对大口径厚壁钢管的超声波探伤主要采用两种方法,一是对内壁缺陷采用纯横波探伤,但样管上的人工内伤需加深,从而造成对内壁缺陷的检测要求降低;二是对内壁缺陷采用变型横波探伤,但由于采用变型横波探伤存在诸多技术问题,目前国内外还处在理论探讨和实践摸索过程中。
发明内容
本发明的目的是克服现有技术的上述不足而提供一种采用超声波变型横波探伤对大口径厚壁钢管纵向内壁缺陷检测的方法,尤其是对壁厚外径比大于0.2大口径厚壁钢管纵向内壁缺陷检测的方法。
本发明的技术方案是:一种超声波探伤大口径厚壁钢管纵向内壁缺陷的方法,它是利用有机玻璃楔块作测量介质,在样管上调整好超声波探伤仪的扫查灵敏度,然后再以扫查灵敏度对产品钢管进行扫查,扫查中未出现超过调试阈值信号的钢管为探伤合格,扫查中出现超过调试阈值信号的钢管为探伤不合格,其具体操作步骤如下:
A、将有机玻璃楔块放在样管上,再将超声波探伤仪的探头放在有机玻璃楔块上,然后打开超声波探伤仪,调整超声波探伤仪的探头发出的超声波声束的入射角a1,超声波声束的入射角a1为15o~25o。
B、旋转移动样管,探头在样管上扫查,当探头扫查到样管上的人工缺陷时,超声波探伤仪上显示样管上的人工缺陷波形。
C、微调超声波声束的入射角a1,使样管上的人工缺陷的波高达到******,然后调整超声波探伤仪的增益值,使样管上的人工缺陷的波高在超声波探伤仪示波器满屏的40%~60%之间,再移动波高在超声波探伤仪上的报警闸门,使样管上的人工缺陷的波形处于报警闸门中间,并使报警闸门高度和样管上的人工缺陷的波高相同,此时报警闸门高度就是探伤阈值,超声波探伤仪的增益值就是探伤灵敏度。然后提高探伤灵敏度,自动探伤提高2~3分贝,手动探伤提高6分贝,此时超声波探伤仪的增益值就是扫查灵敏度。
D、样管调试完成后,移走样管,将待检测的产品钢管移送至检测位置,以扫查灵敏度对产品钢管进行扫查,扫查中未出现超过调试阈值信号的钢管为探伤合格,扫查中出现超过调试阈值信号的钢管为探伤不合格。

