您的位置>首页 >黄石当地行业动态 >
买20号油缸管必看-经验丰富
更新时间: 2024-12-22 20:34:35 浏览次数:6
以下是:买20号油缸管必看-经验丰富的产品参数
| 产品参数 |
|---|
| 产品价格 | 5900/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 适用领域 | 油缸 机械加工 |
|---|
| 是否进口 | 否 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:买20号油缸管必看-经验丰富的图文视频
导读 买20号油缸管必看-经验丰富,安达液压机械有限公司为您提供买20号油缸管必看-经验丰富产品案例,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到湖北省 黄石市 黄石港区、西塞山区、下陆区、铁山区、阳新县、大冶市。 湖北省,黄石市 唐虞之世,市地属二苗。北宋乾德五年(967年),始建大冶县。1949年6月9日,成立大冶县人民政府。1950年6月16日,湖北省人民政府以鄂民政特字第104号文,向中南军政委员会请求,将石黄工矿区改组为市,定名“黄石市”;同年8月21日,湖北省辖黄石市正式成立。
<黄石>九冶管业有限公司
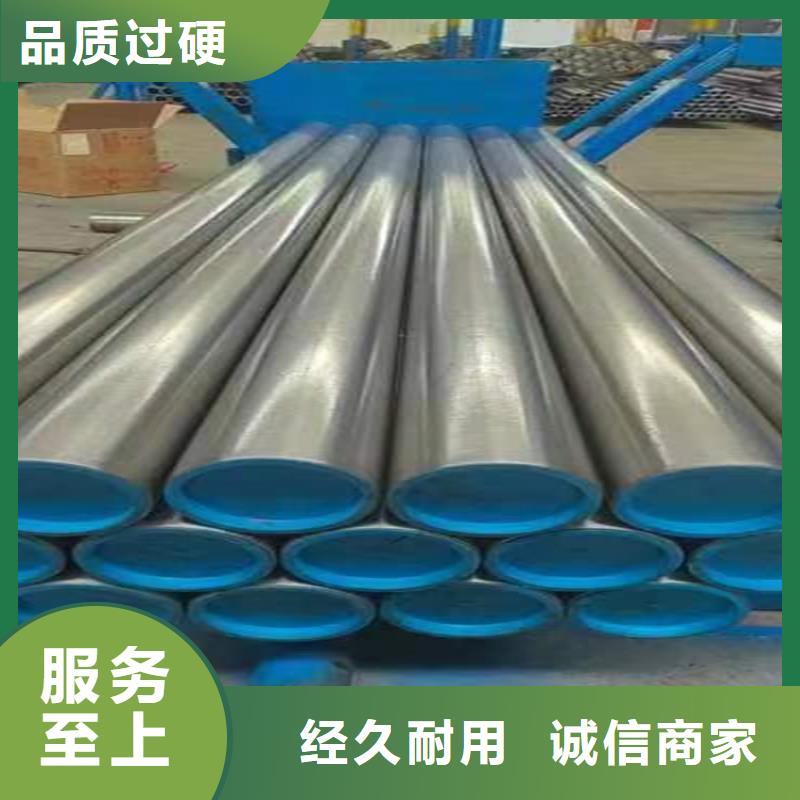
小口径绗磨管磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×负偏差=(D 小-D 公)/D 公×外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×负偏差(-△S)= 壁厚公差范围=正偏差+负偏差

买黄石20号油缸管必看-经验丰富
<黄石>九冶管业有限公司
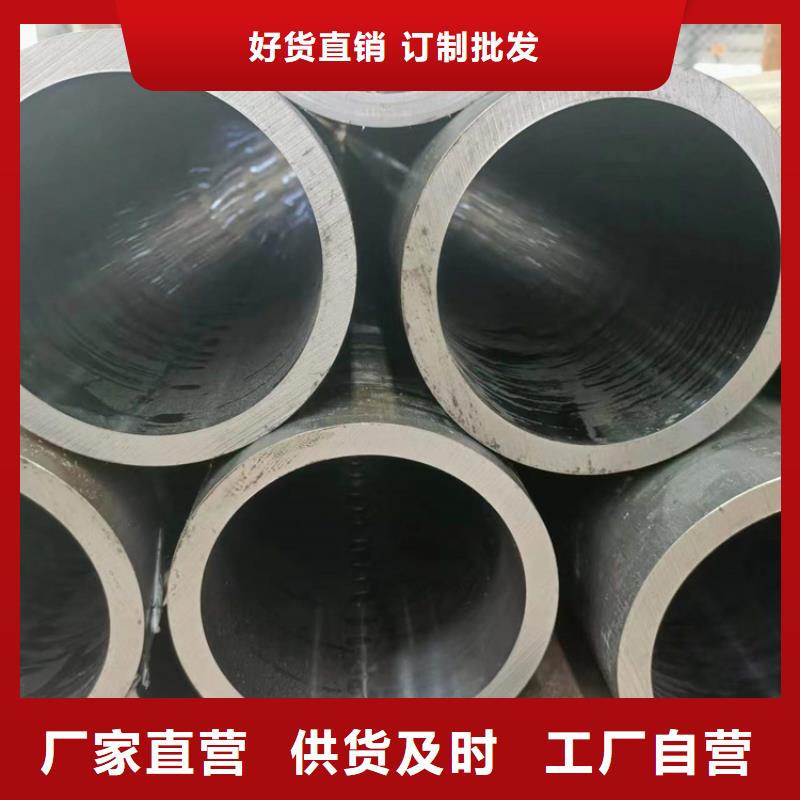
厚壁油缸管滚压与绗磨那种工艺精密度高 绗磨管厚壁油缸管其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;油缸管要承受很大的液压力,因此,应有足够的强度和刚度。厚壁油缸管珩磨头伸进孔内然后由机器带动旋转往复并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点不过比起内圆磨的方式还是要快很多.精度方面不是什么问题比起内圆磨有过之而无不及.

买黄石20号油缸管必看-经验丰富
总结 您是想要在湖北省黄石市采购高质量的买20号油缸管必看-经验丰富产品吗?安达液压机械有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的买20号油缸管必看-经验丰富产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-17706353138,QQ:3573482096,地址:《辽河路燕山路交叉口南500米东首》。