
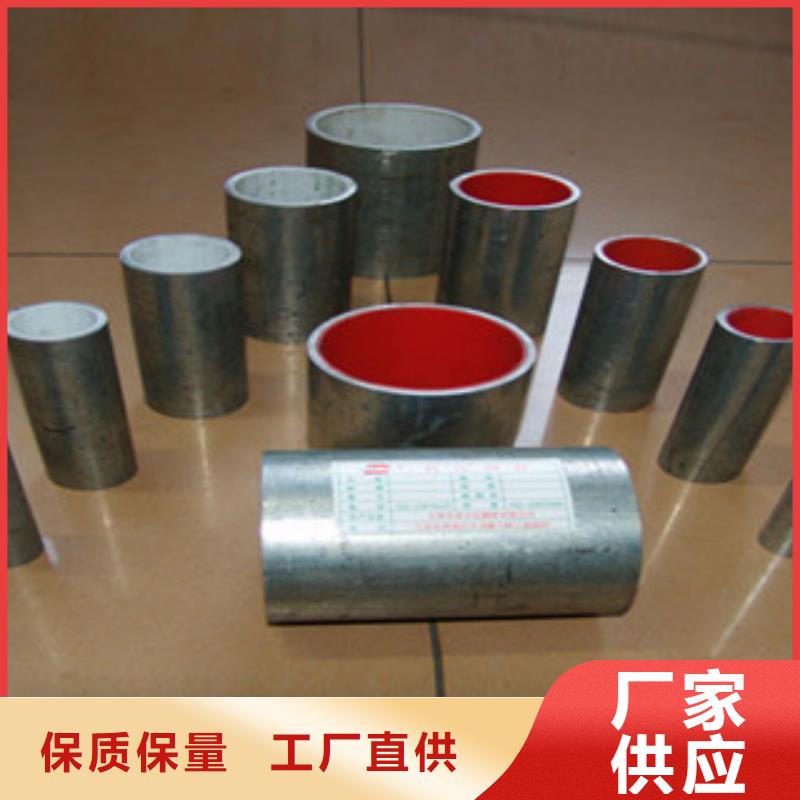




衬塑防腐设备的制作工艺是采取设备加热、整体滚塑成型,具有较好的防腐性能以及密封性,但是随着使用时间的增加,也难免会出现一些问题,比如发生泄漏,给使用带来影响,应及时处理。在使用衬塑防腐设备之前的时候一定要把水为料试压,并且要在管口以及人孔的边缘涂上肥皂水,这样能够很方便的检查出密封性能是不是良好的。当我们重新拧紧螺栓以后,如果还会发生泄漏的情况那么我们就一定要及时检查一下垫圈,看看是不是存在问题。我们还可以根据不同的压力以及温度和介质来选择较为合适的垫圈。当我们更换垫圈的时候应当确保新的垫圈很好的贴在法兰的面上,防止有扭曲或者凹凸不平的情况发生。在使用衬塑防腐设备的整个过程当中,伴随着垫圈的老化以及螺栓的松动,有可能会使设备发生泄漏的情况,所以平时使用中要注意经常对各个密封垫进行检查,发生老化应及时更换,避免造成泄漏,还要对螺栓进行检查,如出现松动及时拧紧。
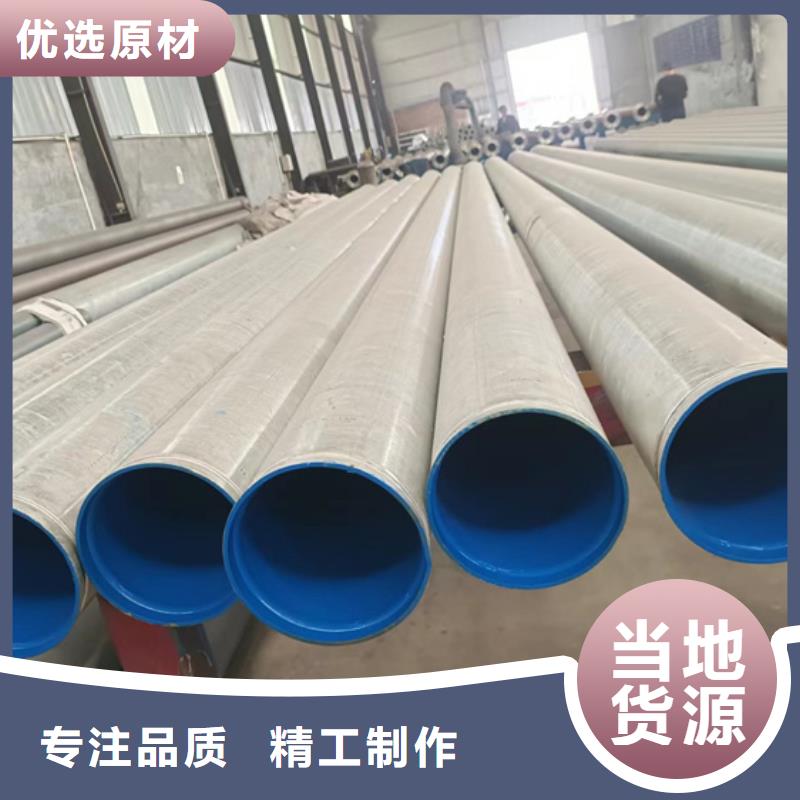
其质量应到达瑞典义21/2规范的需求,然后加热到必定温度(230至32,用流化床法,静电喷涂法,压送法或分布法等热熔出产方法,通过式抛丸机把塑料粉均匀地涂敷在钢管内壁上经钢管热熔构成塑膜紧固地粘结在钢管壁上.对粘结力有严格的技能需求:线性低密度聚乙烯的涂层附着力不小于并且规范规则当前公司出产的涂塑钢管聚乙烯塑膜的附着力大于环氧涂层1.2级。涂塑钢管输送阻力小。双层涂装指涂层为复合涂层结构。面向外侧,形成一条线,以示警示。 涂塑复合管具有很专业的生产线,正是由于有这样优越的成产基础。、钢塑复合管的内壁比普通的管材光滑,耐腐蚀、不结垢 。钢塑复合管耐温耐压。钢塑复合管清洁,卫生。钢塑复合管的保温性很强。钢塑复合管坚硬中带有一定的柔性,受到挤压时也不容易变形,而且耐碰撞,衬塑复合钢管报价,长时间在阳光下也不老化。
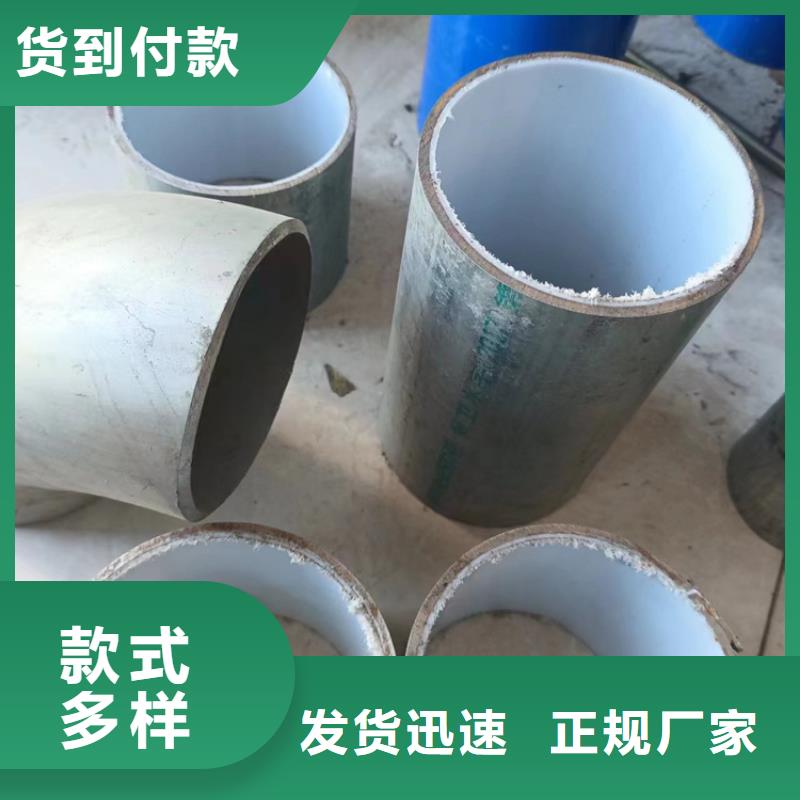
衬塑防腐设备的滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分,一般管径越大速度越慢。停转时,卸下密封面工装后 次找平并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速应低于30转/分。表面稍粗糙或平面度稍起伏,可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。衬塑防腐设备的衬塑事项就介绍到这里了,只有掌握正确的衬塑事项,我们才能避免操作过程中出现误差,所以以上介绍的几点注意事项,希望厂家和操作人员都能特别注衬塑钢管内衬层材质有哪些
管道材料的许用应力一般按材料的各项强度分别除以对应的系数,取其中的小值作为该材料的许用应力,该值为管道材料容许承受的应力。同时由于内筋嵌入式衬塑钢管采用卡环式连接,冷挤压变形制槽,不需考虑管壁厚度附加值的C3。增加施工难度和费用。衬塑钢管现场施工不能提前预制,延长施工时间。衬塑钢管会产生缩径现象(相对而言),会增加管道系统的设计压力。衬塑钢管因内衬塑比较厚,相对比较耐磨。生产工艺独特:在产品结构确定后采用何种工艺进行生产是目前经济活动中至关重要的,它直接关联了产品的生产成本和生产效率,同时又反过来对产品的结构设计、材料的选择提出工艺上的要求。内筋嵌入式衬塑钢管采用独特的机械拉拔复合工艺,通过对金属管的缩径压迫内层塑料管,使两种材料产生 性合理过盈,加之焊管内表面独特设计的花纹内筋对塑料管外表面的嵌入作用,以及塑料管复合前的物理和化学改性,使得内筋嵌入式衬塑钢管具有不分层、不缩管,长期使用有保障的技术特点。并于2001年获 实用新型 。这种独特的工艺生产效率高,过程控制易行,复合质量高。
