
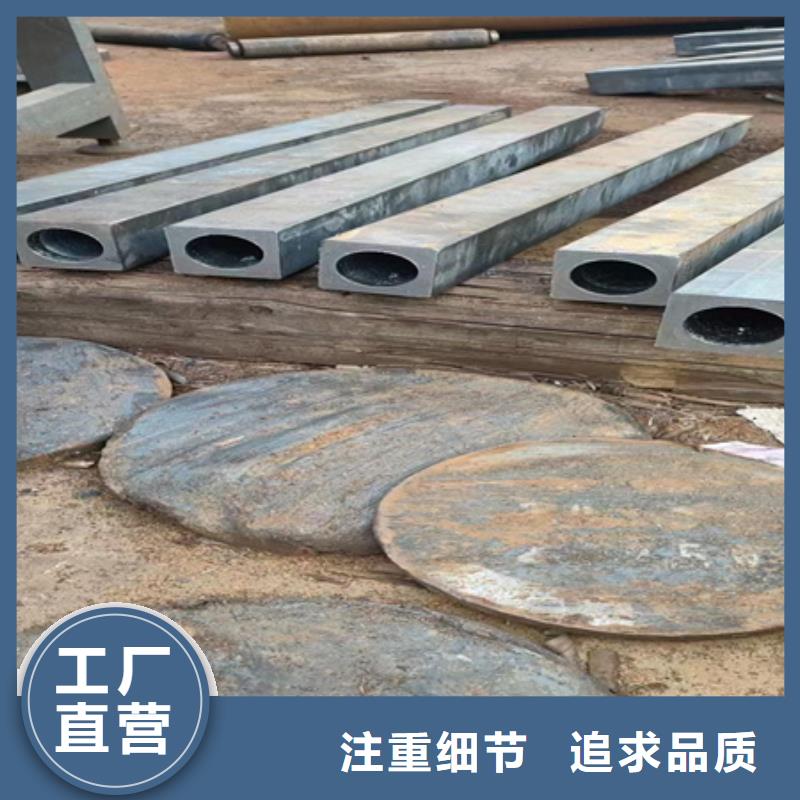

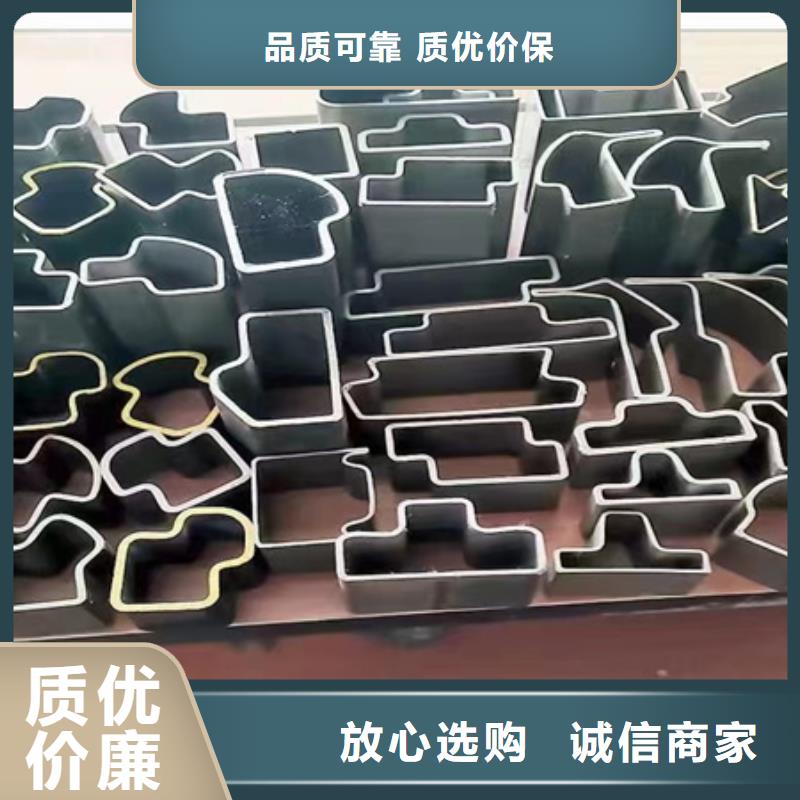








型材拉弯等体积成形设备和钣金加工设备平行开展,出现规格种类齐全、数量增长敏捷、新式产品和技术不断得到运用等景象,产品全体技术水平和数控化率继续前进,并大量完成出口,满意了我国经济开展的需求。管材加工设备方面,因为我国管材运用量激增,管材运用市场非常之大、家具职业、体育器材、锅炉职业、汽车职业、排气管上等,在规格、种类、数量等方面增长敏捷,技术水平快速前进,根本满意国内市场需求。这些日常运用品、工商业等等所需求的管材加工弯管机设备根本都可满意市场需求。机械压力机、液压机、弯管机、液压弯管机、金属圆锯机、缩管机、等管材加工设备在加工精度、可靠性、技术指标、节能减排、宜人道等方面都有明显前进。新产品开发才能及市场竞争力都大大前进。以新工艺为导向,满意新工艺要求的特别结构、特别功能的锻压设备也不断出现。比如,等数控弯管机、切管机、弯管切管缩管与一体流水线管材加工设备,特别资料锻压设备等。
型材拉弯钢材拉弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K.式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。
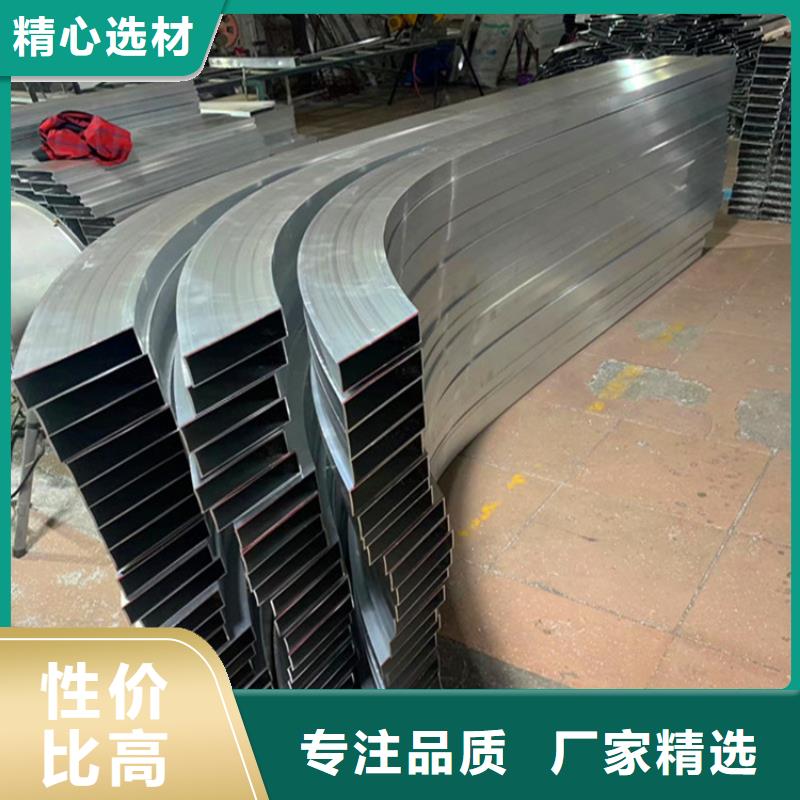
分析一下型材拉弯工艺的重点是什么所有的拉弯厂家以及拉弯型材的顾客都知道,拉弯便是把金属板材、管材和型材曲折成一定曲率、形状和尺度的工件的冲压成形的工艺。到目前为止,拉弯这项技能在各种高压容器。锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等的制造中发挥着重要作用。那拉弯工艺的要害因素是什么呢?型材拉弯厂相关技能专家经过多年的潜心研究与创新,总结出挑选合适的加工参数是拉弯成形工艺的要害要素。确认拉弯工艺参数首先要考虑的便是这两个方面。一是拉弯断裂,一是截面尺度变形量过大。别的,在收边拉弯加工中,加工参数挑选不妥会在腹板上产生失稳起皱的现象,这也是需要考虑的重要因素
型材拉弯是将金属薄板、管材和型材弯曲成具有一定曲率、形状和尺寸的工件的冲压工艺。 拉弯成型广泛用于制造高压容器、锅炉汽包、锅炉管、钢板和船体肋、各种器皿、仪表部件和柜体嵌件。根据工艺特点,拉弯可分为顶弯、压弯、辊弯和拉弯。压弯是常用的拉弯方法。 所使用的设备多为通用机械压力机或液压机,也有专用折弯机,常用的折弯设备是卷板机。 三辊弯曲机是根据三点定圆的原理,连续弯曲板坯。 三辊卷板机有两个驱动辊(固定)和一个压辊(可调)。 通过调节压辊的上下位置,可以改变压辊与驱动辊的相对距离。 当拉弯时,版材置于驱动辊和压辊之间,驱动辊正反向旋转,使版材往复运动。 通过调节压辊逐渐下压,可以将板材弯曲成具有所需曲率的圆柱面、圆锥面和曲率较小的双曲面。 压辊一端可升高,方便工件卸料。 还有四辊和多辊卷板机。 四辊卷板机用于轧制厚板滚筒。 四辊以上的多辊卷板机利用多对辊将板材逐渐弯曲成复杂的形状。对于要求精度高、长度和曲率半径大、横向尺寸小的折弯件,可以在专用的拉弯机拉弯上进行。 当拉弯时,板的整个厚度都在拉应力的作用下,所以只发生伸长变形,卸载后回弹引起的变形小,容易保证精度。
