





闸阀的主要用途是水利工程,铸铁闸门是液压结构的主要组成部分之一,它可以根据需要关闭建筑物的喷嘴,或根据需要打开喷嘴以产生调度水位线和水量,接着是经济效益,例如防洪,管道灌溉,电源,电站,航行,过度木化等。闸阀铸铁闸板也可用于清洁卫生浮筒 ,淤泥,冰袋等,也是相关的建筑施工,制造商修理机器的先决条件, 铸铁闸门通常安装在主要道路上,例如输水和输液室的入口和出口,它们通过大门地打开和关闭,以反映它们的使用和经济效益,并保持建筑物的。铸铁闸门一般由一些活动(也称为门扇),一些凝固和开闭机组成。门扇包括:承载结构、行走支撑板、铰链、止水机装置、吊耳等,一些嵌入包括:运动轨迹、铰链座、止水座、防护墙角等。选择铸铁闸门的主要原则是主要设备类型,选择液压泵时要考虑的因素主要有结构形式、工作压力、可变模式、寿命、原动机类型、能力、兼容性、 液压油、尺寸、质量、经济性、噪声、流量、速度、效率、数量或变量、压力脉动率、自吸可维护性等。液压泵类型的选择:在选择液压泵钢闸门的类型时。应根据:系统运行条件、系统工作压力和流量、工作环境等来选择。1.根据系统运行条件选择单个执行器当速度恒定时,选择固定泵。对于快速和慢速运行条件,选择双泵或多泵。当变速操作需要压力保持时,选择变量泵。2.根据系统工作压力和流量选择高压高流量,选择柱塞泵;中低压选择齿轮泵或叶片泵。3.根据工作环境对于野外作业和恶劣环境,选择齿轮泵或柱塞泵。选择叶片泵,齿轮泵或柱塞泵用于室内或固定设备或环境。确定液压泵的类型后,根据系统要求的压力和流量确定其规格和型号。液压泵的维护和维修:液压泵的维护主要是对泵的正确使用管理和运行中发生的异常状态的及时发现,以及及时对工作介质的过滤和轻微故障。因此,液压泵的使用及时得到改善,以确保泵的正常运行,延长泵的使用寿命。液压泵损坏的主要原因是:泵内部件的磨损,腐蚀,疲劳损坏是液压泵损坏的主要原因。 由于正常或异常条件而修复泵损坏基本上是对其恶化的补偿,修理液压泵有两种基本方法,即维修和更换。
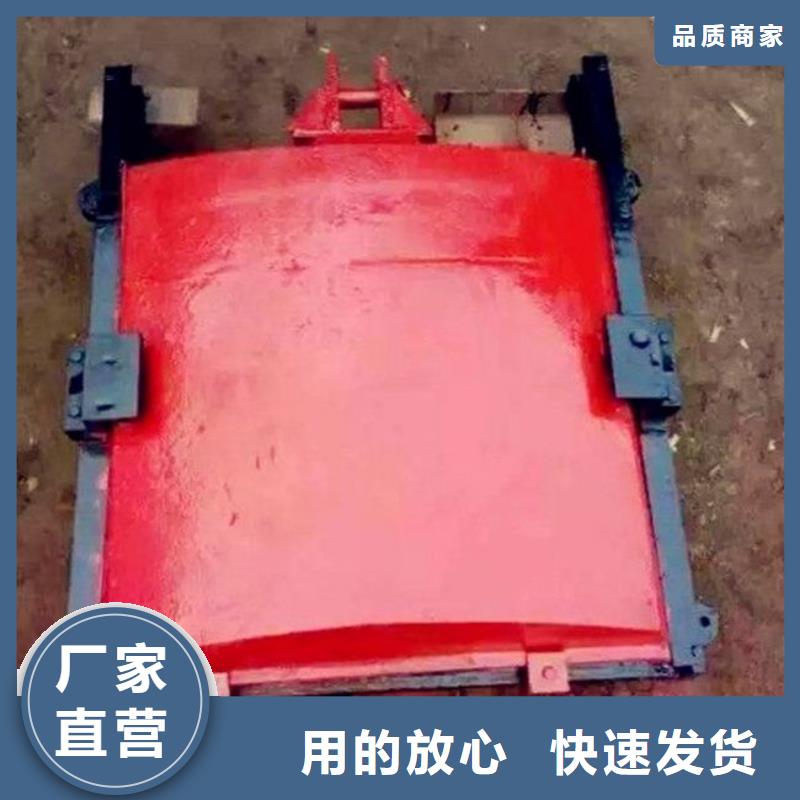
双向止水铸铁闸门产品安装要点
1,铸铁闸门在安装前,首先要检查各联接部位的螺栓是否因运输装卸造成松动,如有松动应加以坚固才能进行安装。
2,检查铸铁闸门的主立框与横框连结上的止水面是否有错位,如有错位则松动连结螺栓将止水面调整在同一平面内才能进行安装。
3,铸铁闸门安装时应采用整体就位安装,禁止闸框、闸板分体安装,防止闸变形(除特大铸铁闸门外)。
4,铸铁闸门在二期浇注前将闸门整体吊装就位后找好前和后的正确位置,然后将调整螺栓与工程配钢筋焊牢,再用塞尺检测各止水面处的间隙,同时对间隙超过0.3mm处用高速螺栓进行调整,确保各产品止水面的间隙在0.3mm以后,再将铸铁闸门背后水面两边立门槽用金属或木质杆支撑,防止浇注时挤压,造成门槽向内夹卡门板,之后才进行二期浇注。

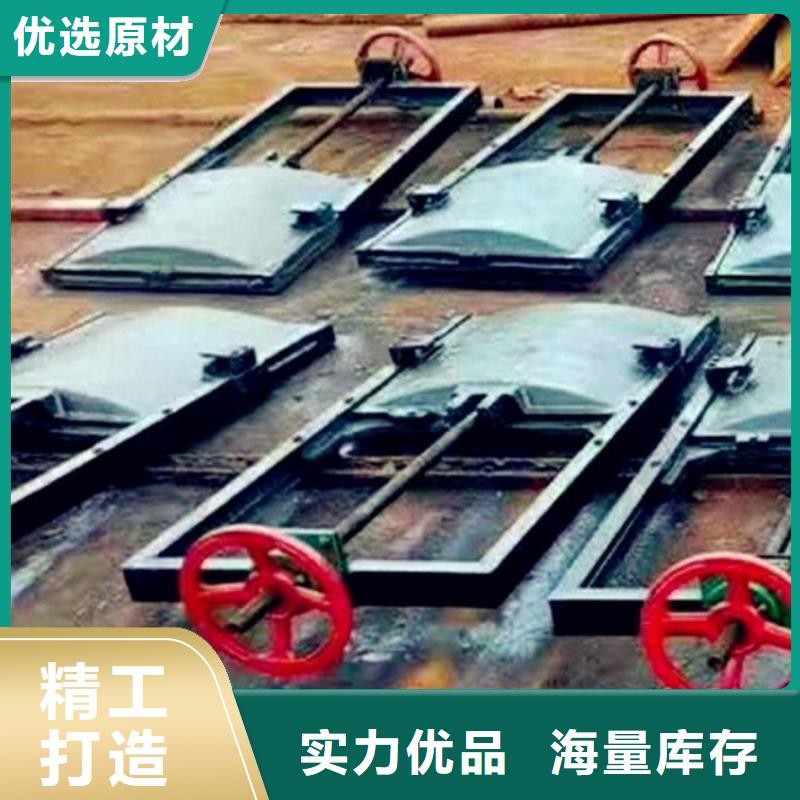
双向转动闸门是用于关闭和开放水通道的控制设施。铸铁闸门是生活中应该的实用设备,有效帮助我们获得,以及对于我们水利建设的作用更是极为的,更是在设计的过程中,有着较好的节能环保意识。铸铁方闸门采用上装式结构,在高压、大口径条件下减少了阀体自身的连接螺栓,增强了阀门的可靠性且能克服系统自重对阀门正常工作的影响。铸铁镶铜圆闸门由门框、闸板、导轨、密封条、可调整密封机构等部件组成。铸铁可调式堰门,又称下式铸铁闸门,是普通铸铁闸门的一种变种闸门,主要应用于调节水位。 机闸一体钢闸门按闸门的结构形式分为: PZ型平面平板门和PGZ型平面拱形门又可分为整体式和组装式两种,规格齐全从0.2x0.2—6.5x6.5m(6.5x6.5m米或者水头高为6.5m米)并生产矩形铸铁闸门;出水口=3米时,为双吊点闸门。机闸一体式铸铁闸门主要适用与正向受压止水,根据用户需要可制造反向止水闸门。在结构上采用机加工硬止水,较大闸门底封水亦可采用橡胶封水。根据用户要求,可采用镶铜或镶不锈钢止水,该设备可以根据客户需要做成铸铁的,钢的和不锈钢的,满足不同地方不同客户需要。 钢制闸门防腐解决方案一、闸门概况 闸门广泛应用于水库、水渠、水工隧洞、水闸等水工建筑物上,它们调节流量、控制水位、蓄水泄洪,造福人类。钢闸门作为闸门中常见的一种,具有承压力大、重量轻、启闭灵活、寿命长等优点。然而有资料证明:每年钢材表面的腐蚀在大气中为0.10mm,在河水中为0.15mm在海水中为0.30mm。因此必须重视钢闸门的防腐处理工作,即采取有效防腐措施减缓钢闸门表面腐蚀速度,延长使用寿命,保证工程运行。 二、闸门防腐处理工艺 2.1钢闸门防腐措施 钢闸门防腐措施常见有三种,即涂料防腐、金属防腐和外加电流阴极保护与涂料联合防腐。 涂料防腐是利用涂料涂装在闸门结构表面形成保护层,把钢材与工作介质隔离,从而达到防腐目的。涂料防腐对闸门结构无特殊要求,应用很广泛。 金属防腐一般指喷锌、喷铝,而喷锌常用。喷锌就是通过一套专用设备将锌丝融化喷射到闸门结构表面形成锌镀层,防止钢材腐蚀。由于锌镀层本身有一些细微孔隙,所以常与涂料防腐联合应用。喷锌防腐常用于数量少、面积小、维护条件差、工作环境恶劣、防腐要求较高的重要结构。 外加电流阴极防腐是以闸门结构作为阴极并合理地布置一些辅助阳极,在电解质溶液中,通过牺牲阳极来保护阴极的电化学防腐方法。该方法常与涂料防腐联合使用,用于保护面积较大,结构数量较多而集中,表面形状比较简单而又常浸水中的重要结构。 2.2钢闸门一般防腐处理工艺 无论采用哪种防腐措施,必须首先对钢闸门结构表面进行表面处理,方法有三:人工法、机械法和化学法。目前常用的是干喷砂法(属机械法)。因此一般钢闸门防腐工艺流程为:表面处理(喷砂)—喷镀(喷锌)—涂料涂装。三、钢闸门防腐处理中需要注意的几个问题 由于受施工季节、工期和场地等条件影响,防腐处理过程中常出现一些违规现象,为此有必要从理论上提高认识,做到有据可查、有规可依,从而有效提高防腐质量。下面结合施工经验对一些难以统一标准的问题作简单论述。 3.1气象条件 气象条件主要是作业时的温度、湿度和露点。对喷砂和喷漆作业,要求:钢板表面温度高于露点3℃以上;相对湿度不大于85%;环境湿度喷砂为0℃以上,喷漆为10℃以上。露点是指潮气将凝结成液体的温度。 3.2环境条件 喷砂场地严禁闲人进入,保护磨料干净、清洁;喷砂作业与喷锌、喷漆作业要进行有效隔离,防止相互影响。 3.3各工序间的时间间隔 喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。 3.4喷涂距离与角度 喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。 3.5涂层遍数与厚度 一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。 3.6边角位置及拼接焊缝处的喷涂 为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门喷涂。 闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。 四、防腐处理质量检查 钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。 4.1表面处理(喷砂) 一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。 4.2喷锌 外观质量目测检查,镀层表面应均匀无杂物、起皮、鼓泡、孔洞、凹凸不平、粗颗粒、掉块及裂纹等缺陷。 镀层附着力用划网络格法检查,具体操作按规范(DL/T5018-94)执行。镀层厚度一般为120-250μm,用磁性测厚仪测定,测点合格率不得低于85%。 
双向止水铸铁闸门用途:
用于要求正,反止水的工程。
1、闸板与闸框为锥度配合形式,此结构可使闸门闭合后实现良好的止水效果。
2、闸门安装简单方便。
上述产品为我厂生产的系列闸门产品,,可根据客户不同需求定制相关产品。我厂产品质量三包,让你无后顾之忧。
我公司专业生产销售:铸铁闸门钢制闸门、不锈钢闸门,卷扬式启闭机、螺杆式启闭机、拦污栅、清污机、拍门、阀门等水工水电产品厂家直销价格合理大量供货!普遍用于中小型水利水电、市政给排水工程、水产养殖、农田浇灌、污水处理厂等水利工程; 水利部认证 产品优质保证规格齐全!

