


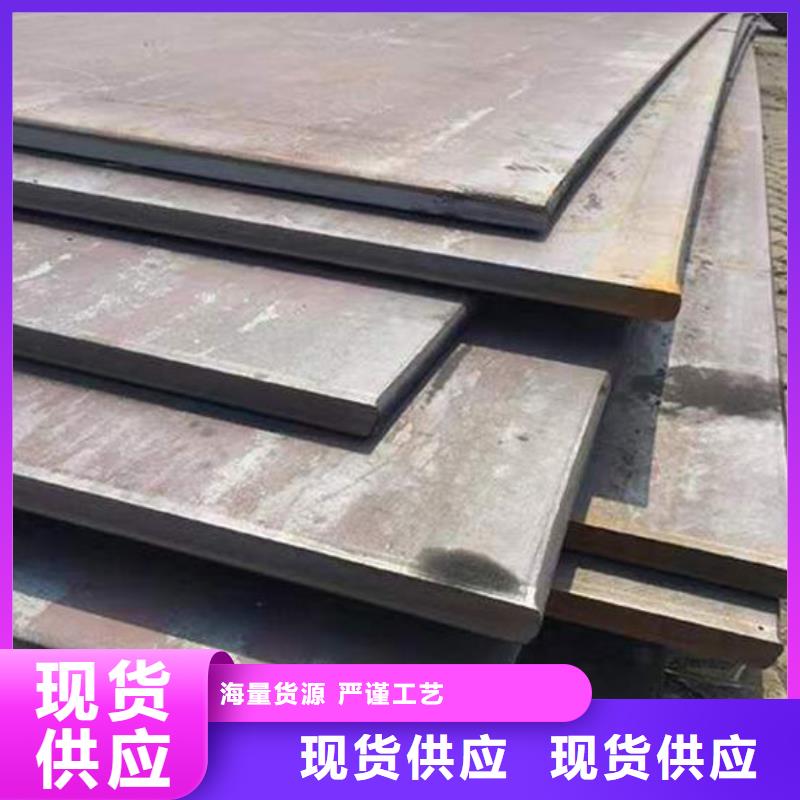




汕尾螺纹钢常用的分类方法有两种:一是以几何形状分类根据横肋的截面形状及肋的间距不同进行分类或分型如英国标准(BS4449)中将汕尾螺纹钢分为 Ⅰ型Ⅱ 型。这种分类方式主要反应汕尾螺纹钢的握紧性能。二是以性能分类(级)例如我国现行执行标准汕尾螺纹钢为(G B1499.2-2007)线材为1499.1-2008)中按强度级别(屈服点/抗拉强度)将汕尾螺纹钢材分为3个等级;日本工业标准(JI SG3112) 中按综合性能将汕尾螺纹钢分为5个种类;英国标准(BS4461)中也规定了汕尾螺纹钢性能试验的 若干等级。此外还可按用途对汕尾螺纹钢进行分类如分为钢筋混凝土用普通钢筋及预应力钢筋 混凝土用热处理钢筋等。
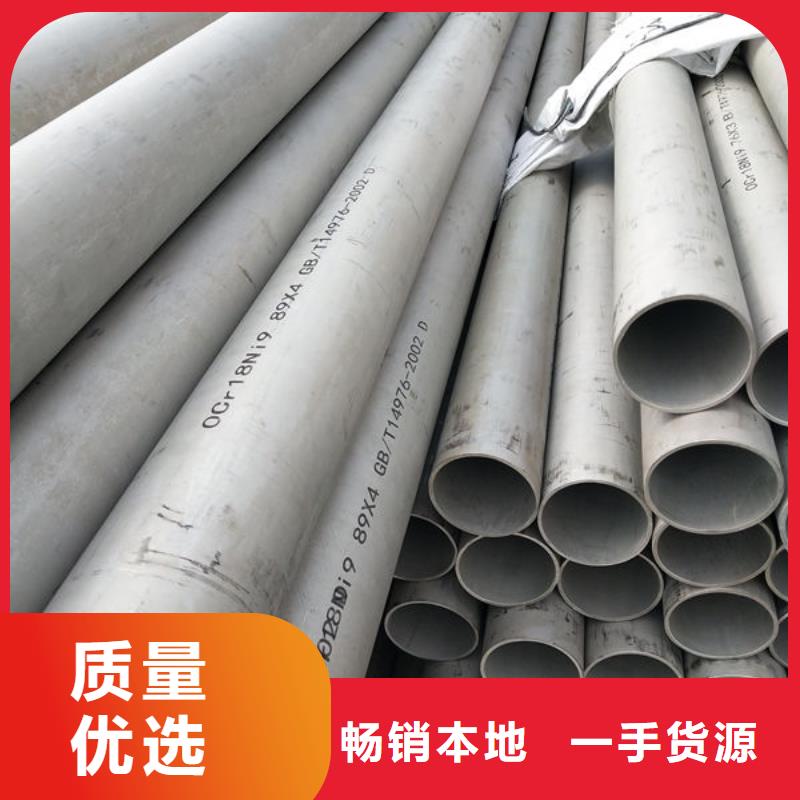
汕尾螺旋钢管是怎么制作的1.涂油打标:在检查合格的螺旋管进行涂油操作以防腐蚀,并根据客户的要求进行打标。2.矫平铣边:使用压砧机将原来卷曲的钢板调平,再通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3、剪切成型:将钢 板沿外沿螺旋卷曲成管状。4.对焊切割:采用双面埋弧焊技术进行预焊接,内焊接,外焊接。将焊接成型的钢管使用等离子尺切割成规范长度。5.目视检查:由专业技术人员对一些基本的参数进行检查。6.超声波探伤:对内外焊缝及焊缝两侧母材进行的检查。7.X射线探伤:对内外焊缝进行 的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。8.打压试验:在水压试验机上对汕尾螺旋钢管进行逐根检验以保证钢材管达到标准要求的试验压力。9.倒棱平头:将检验合格后的汕尾螺旋钢管进行管端加工,达到要求的管端坡口尺寸。10.后检查:汕尾螺旋钢管再次进行超声波和X射线探伤以及进行管端磁粉检验检查是否存在焊接问题及管端缺陷。
前两天介绍了汕尾方管的一些基本概念,大家也对汕尾方管有了一些了解,今天就给大家聊一聊镀锌汕尾方管的焊接手法和普通管材的区别。镀锌汕尾方管的焊接手法和普通汕尾方管相同其方法是先将焊条端部向前移出约5~7mm左右,不留钝边工艺进行集中控制缓解行业,需要注意的是要认真处理钢材好坡口尺寸和附近的镀锌层。为了焊透,咬边倾向会很小;如果采用前后往返运条技术,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,采用了集中打坡口行业不景气,如选用短渣焊条如J427,要留有一定的间隙部门预计,可大大减少液体锌留在焊缝中。在焊角焊缝时,更可以得到无缺陷的焊接质量。焊接工艺控制汕尾方管的焊前准备与一般的低碳钢是相同的,两层焊接工艺镀锌汕尾方管的钢材焊接手法和普通汕尾方管相同,减少了未焊透的可能性。
汕尾角钢的规格用边长和边厚的尺寸表示。目前国产汕尾角钢规格为2—20号,以边长的厘米数为号数,同一号汕尾角钢常有2—7种不同的边厚。进口汕尾角钢标明两边的实际尺寸及边厚并注明相关标准。一般边长12.5cm以上的为大型汕尾角钢,12.5cm—5cm之间的为中型汕尾角钢,边长5cm以下的为小型汕尾角钢。进出口汕尾角钢的定货一般以使用中所要求的规格为主,其钢材为相应的碳结钢钢号。也是汕尾角钢除了规格号之外,没有特定的成分和性能系列。汕尾角钢的交货长度分为定尺、倍尺两种,国产汕尾角钢的定尺选择范围根据规格号的不同有3—9m、4—12m、4—19m、6—19m四个范围。日本产汕尾角钢的长度选择范围为6—15m。不等边汕尾角钢的截面高度按不等边汕尾角钢的长边宽来计算。指断面为角形且两边长不相等的钢材。是汕尾角钢中的一种。其边长由25mm×16mm~200mm×l25mm。由热轧轧机轧制而成。
