

想要更直观地感受钢管【钢板切割】专心专注专业产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:钢管【钢板切割】专心专注专业的图文介绍


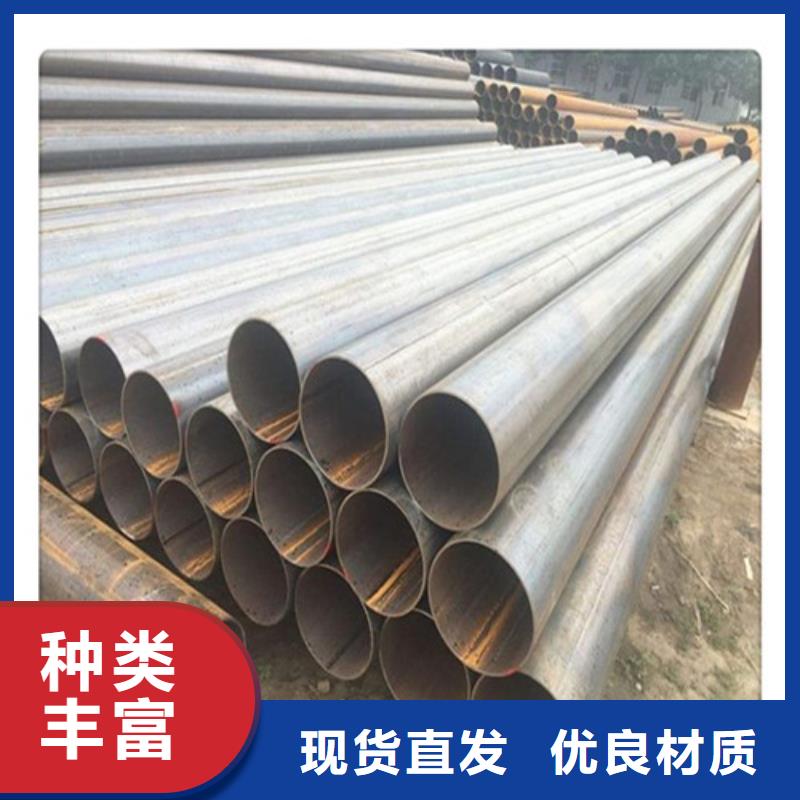
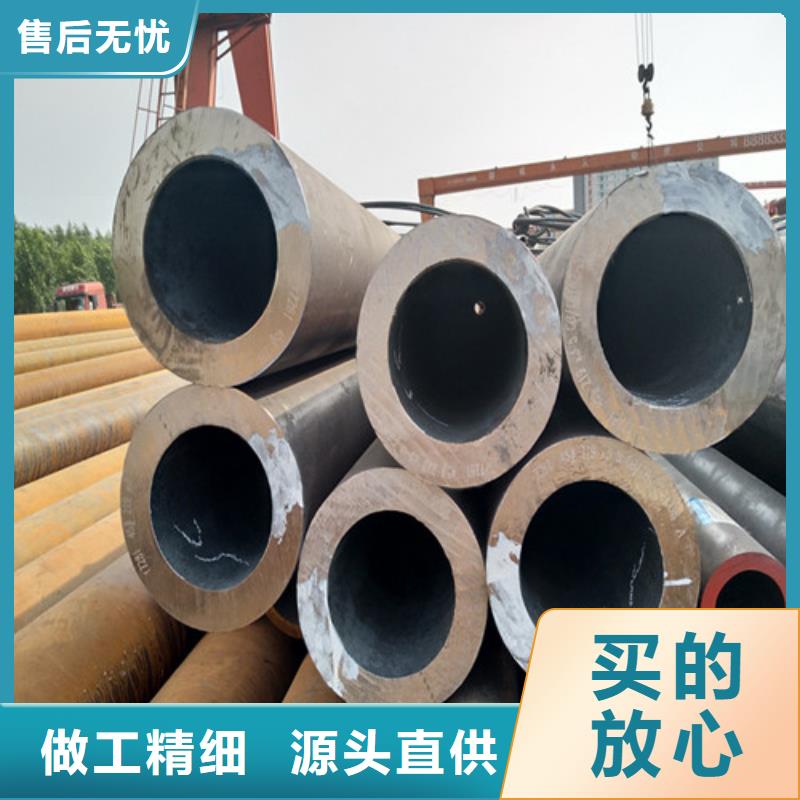
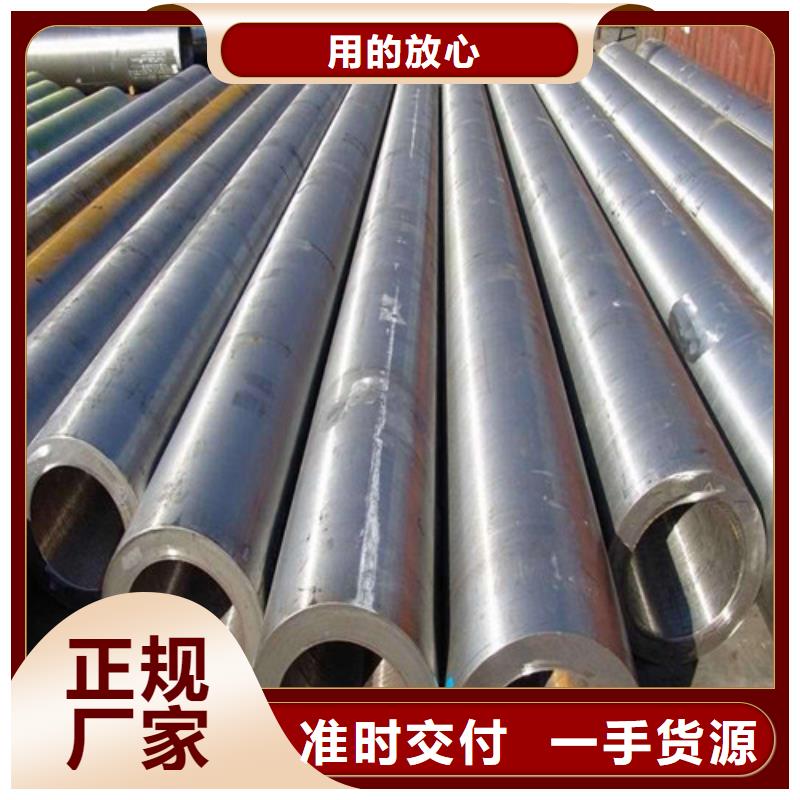
1.1 钢管公称外径为88.9mm,公称壁厚为6.45mm。 1.2钢管的外径和壁厚允许偏差应符合表1的规定。 表 外径允许偏差 + 0.50mm -0.20mm 壁厚允许偏差 + 0.97mm -0.77mm 2 钢管的通常长度为9400mm~9750mm。 3 外形 3.1 钢管的弯曲度不得大于1.0mm/m。 3.2 钢管两端端面应与钢管轴线垂直,切口毛刺应予。 4 重量 钢管按实际重量交货,亦可按理论重量交货。钢管每米理论重量为13.115kg/m。 5.钢管的成品化学成分允许偏差应符合GB/T 222的有关规定。 6.交货状态 钢管以热轧状态交货。 7.力学性能 经适当热处理,钢管的力学性能应达到API SPEC 5CT 中N80钢级的要求。 8.密实性 钢管应逐根进行涡流探伤以检验钢管的密实性,涡流探伤对比试样人工缺陷通孔直径为φ2.2mm±0.01mm。 钢管作为钢铁产品的重要组成部分,因其制造工艺及所用管坯形状不同而分为无缝钢管(圆坯)和焊接钢管(板,带坯)两大类。



直缝焊钢管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。 直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。 补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。 焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 特点 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。

在塑性范围和直至规定强度(规定非比例延伸强度、规定总延伸强度和规定残余延伸强度)应变速率不应超过0.0025/s。”。这里面有一个很关键的问题,就是应力速度与应变速度的切换点的问题。 是在弹性段结束的点进行应力速度到应变速度的切换。在切换的过程中要保证没有冲击、没有掉力。这是拉力试验机的一个非常关键的技术。 其次是引伸计的装夹、跟踪与取下来的时机。对于包头流体管的拉伸的试验,如果要求取 力下的总伸长(Agt),那么引伸计就必须跟踪到 力以后再取下。对于包头流体管等拉断后冲击不大的试样,引伸计可以直接跟踪到试样断裂;但是对于拉力较大的试样, 的办法是试验机拉伸到 力以后开始保持横梁位置不动,等取下引伸计以后在把试样拉断。有的夹具在夹紧试样的时候会产生一个初始力,一定要把初始力以后再夹持引伸计,这样引伸计夹持的标距才是试样在自由状态下的原始标距。 能够这么做试验的包头流体管不多,请您在选购和使用的时候注意这几点。 流体管是一种具有中空截面,从头到尾的没有焊缝的钢管。钢管具有中空截面,大量用作输送流体的管输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。


虽然说每一个试验机厂家对包头流体钢管拉伸都很熟悉,但是真正完全能够把标准以及标准后面的理由吃透的厂家并不多,当前每一个试验机厂家在指导用户完成包头流体管拉伸试验的时候一般是从他们自己设备的能力出发,以简单的方式来完成试验,比如全部以横梁位移的速度来完成整个试验过程。包头流体管拉伸试验还是有很多细节问题非常值得我们重视。 首先是拉伸速度的问题。在弹性变形阶段,包头流体管的变形量很小而拉伸载荷迅速增大。这时候如果以横梁位移控制来做拉伸试验,那么速度太快会导致整个弹性段很快就被冲过去。以弹性模量为200Gpa的普通包头流体管为例,如果标距为50mm的材料,在弹性段内如以10mm/min的速度进行拉伸试验,那么实际的应力速率为 200000N/mm2S-1×10mm/min×1min/60S×1/50mm=666N/mm2S-1 一般的包头流体管屈服强度就小于600Mpa,所以只需要1秒钟就把试样拉到了屈服,这个速度显然太快。所以在弹性段,一般都选择采用应力速率控制或者负荷控制。塑性较好的材料试样过了弹性段以后,载荷增加不大,而变形增加很快,所以为了防止拉伸速度过快,一般采用应变控制或者横梁位移控制。所以在GB228-2002里面建议了,“在弹性范围和直至上屈服强度,试验机夹头的分离速率应尽可能保持恒定并在规定的应力速率的范围内(材料弹性模量E/(N/mm2)<150000,应力速率控制范围为2—20(N/mm2)·s-1、包头流体管弹性模量E/(N/mm2)≥150000,应力速率控制范围为6—60(N/mm2)·s-1=。若仅测定下屈服强度,在试样平行长度的屈服期间应变速率应在0.00025/s~0.0025/s之间。平行长度内的应变速率应尽可能保持恒定。



为了满足市场上对 山东威海Q390E钢板不同规格和工艺质量的需求。现每年自主研发或应客户需求开发设计推出多款 山东威海Q390E钢板新品。 “诚信、务实、创新、开拓”是公司的生存信念,凭着的产品和优质的服务,新弘扬特钢有限公司与国内众多公司、政府单位建立了稳定的业务合作关系,获得客户的一致好评。 我们愿以高品质的 山东威海Q390E钢板产品、优惠的价格、快速周到的服务与您共同创造出更美好的明天!



托辊管:用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。 变压器管:用于制造变压器散热管和其它热交换器,采用普通碳素钢制造,要求进行压扁、扩口、弯曲、液压试验。钢管以定尺或倍尺交货,对钢管弯曲度有一定要求。 异型管:由普通碳结结构钢及16Mn等钢带焊制的方形管、矩形管、帽形管、空胶钢门窗用钢管,主要用作农机构件、钢窗门等。 电焊薄壁管:主要用作制作家具、玩具、灯具等。近年来不锈钢带制作的薄壁管应用很广,高级家具、装饰、栏栅等。 螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。



