
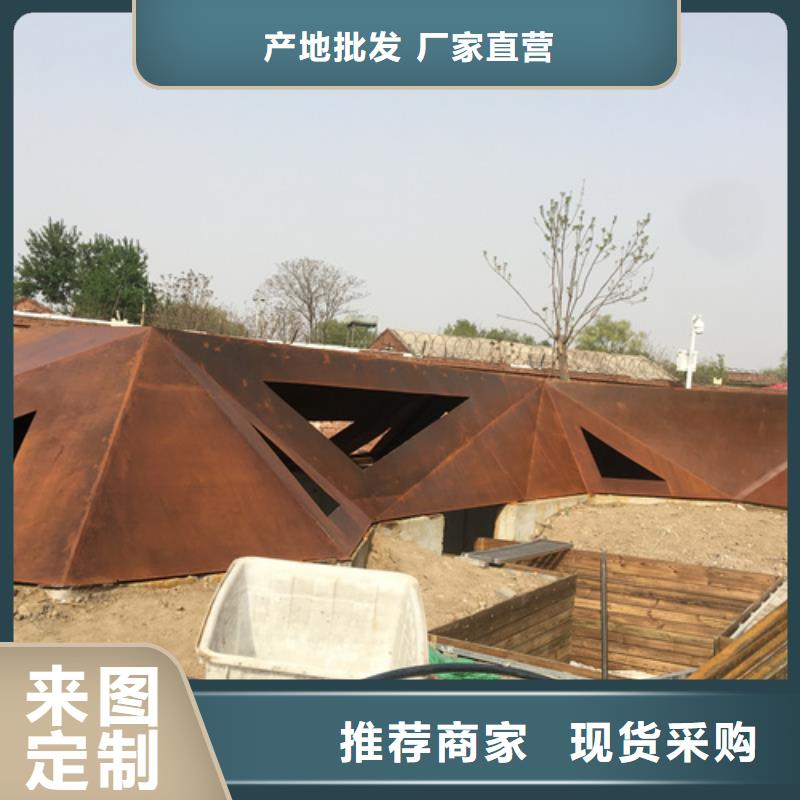


不要错过这部精心制作的12个厚耐候锈钢板加工厂产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:12个厚耐候锈钢板加工厂的图文介绍
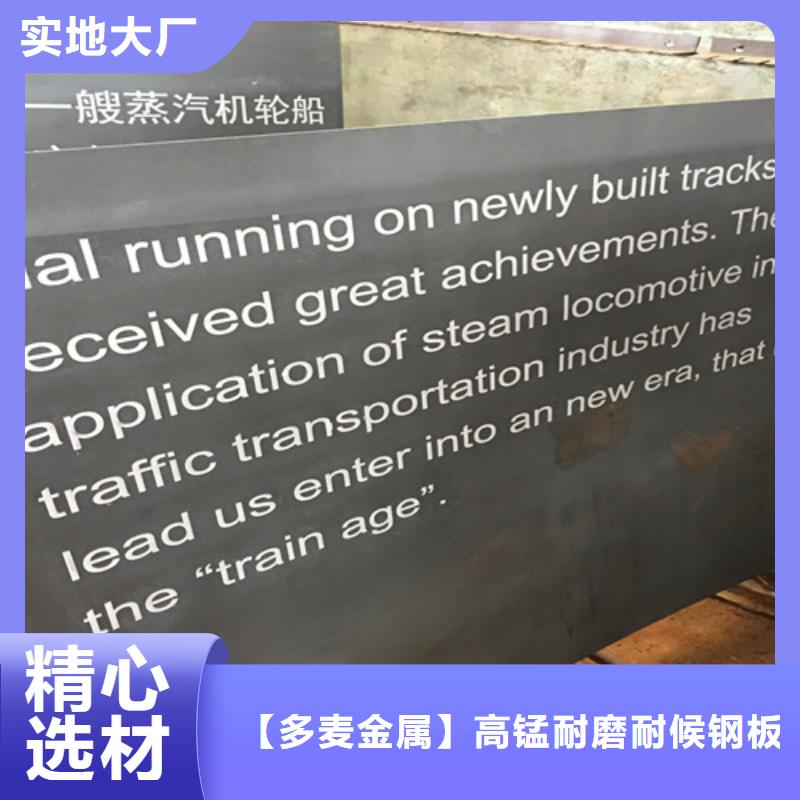
镇江【多麦金属】高锰耐磨耐候钢板生产厂家坚持以共同发展、成长、共赢,创造价值;一切以客户的价值为根本;用感恩的心做人,用高质量 Q460C高强钢板赢的尊重! 竭诚欢迎新老朋友莅临我公司考察指导,并愿建立长期合作关系,我们将提供热情的服务 热诚为您服务!



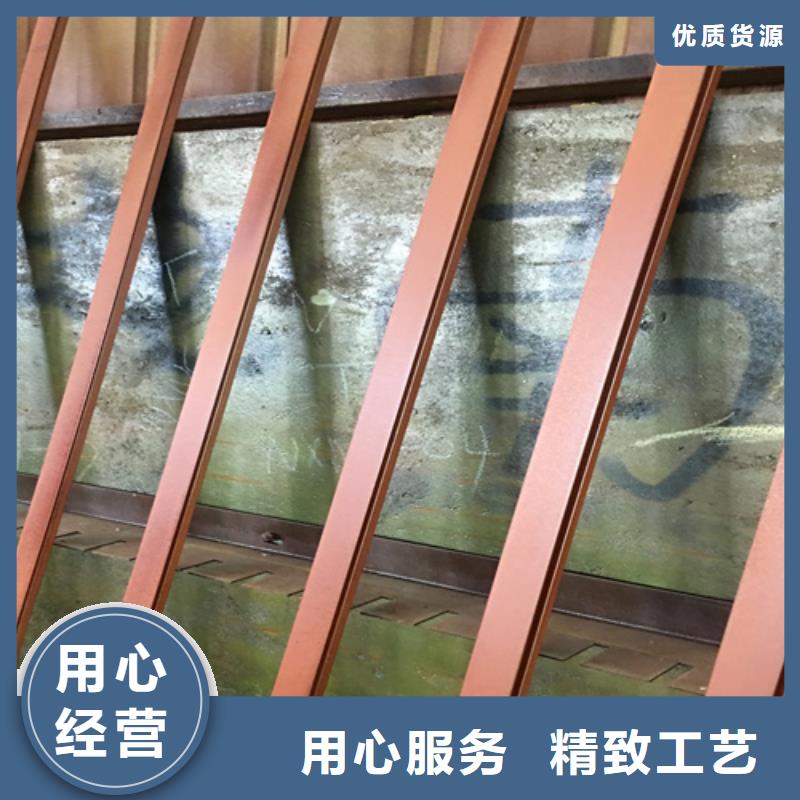
耐候钢板之所有如此好的特性,之所以使用效果会这么好都是与耐候钢板的一些好的生产工艺是分不开的。耐候钢板在生产过程中每一个环节都是备受重视的,每一个环节都是有科学的技术做支撑的。首先对耐候钢板表面进行处理的时候常用到的一种方法就是将耐候板放入到Cr、同城Al、同城Si的粉末中或是放置在金属蒸汽中,然后就将一些Cr、同城Mo、同城Si等合金元素渗入到钢铁表面,在空气中氧的作用下会形成钝化膜,这层膜具有良好的抗高温、同城抗氧化、同城抗腐蚀的作用。



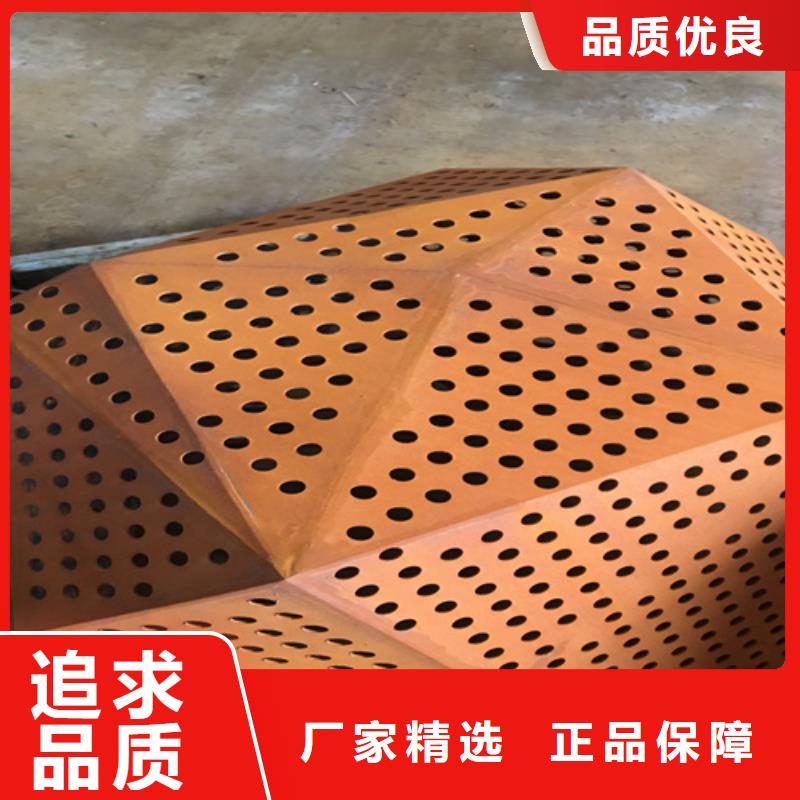
耐候钢板的碳当量越高,不锈钢板的碳当量越高,硬化倾向越大,热危险区的冷裂倾向越大,不锈钢板的电焊性越差。导致电焊焊接冷裂痕的关键要素有3个层面:1.钢的淬硬趋向:2.电焊焊接拉应力:3.对接焊缝的过氧化物量以及遍布。对于之上3个层面的影响因素,可采用的关键对策有: (1)采用偏碱低氢型焊丝,助焊剂。偏碱低氢型焊丝、当地助焊剂对接进行焊缝的过氧化物量低,烟气处理脱硫,脱磷特性好,断裂以及韧性高。在使用前,必须在350 ~ c ~ 420 ~ c 干燥1 ~ 2h,目的是合理地去除接头中的水分,以降低对接焊缝中的氧含量和接头的冷裂倾向。(2)电焊进行焊接设备配件务必经阶段检测技术达标才可组对,不可超强力组对,防止出现过大的拼装地应力。(3)在耐候性钢板的焊接位置上各删除两道20mm类,除去心,除去水、当地锈、当地油渍等污垢。(4)科学安排电焊焊接顺序。标准是尽可能使学生大部分进行焊接技术能在弯曲刚度影响较小的标准下电焊焊接,进一步通过降低电焊焊接地应力。(5)焊接前加热、当地焊后缓冷或热处理工艺。焊前加热是避免高强度钢板产生冷裂纹的关键工序。焊后缓冷或热处理技术工艺设计能够使蔓延的氢充足逸出,减少了进行电焊焊接内应力,改进管理机构,降低淬强制,进而可以减少使用电焊焊接冷裂趋向。高韧性腐蚀钢板焊接时一般不采用加热和缓冷等焊后处理对策。以下状况必须焊接前加热:电焊焊接工作温度低于5℃时,焊接件部分加热到75℃~125℃;补焊薄厚不小于8mm高韧性锈蚀钢板原材质上的裂痕等缺点时,焊接前须将焊件部分加热到lOOSE~150℃。凡开展焊接前加热的,电焊焊接的固层溫度不少于焊接件部分加热溫度。



