




宁夏回族自治区银川数控钢筋滚笼机--18米价格
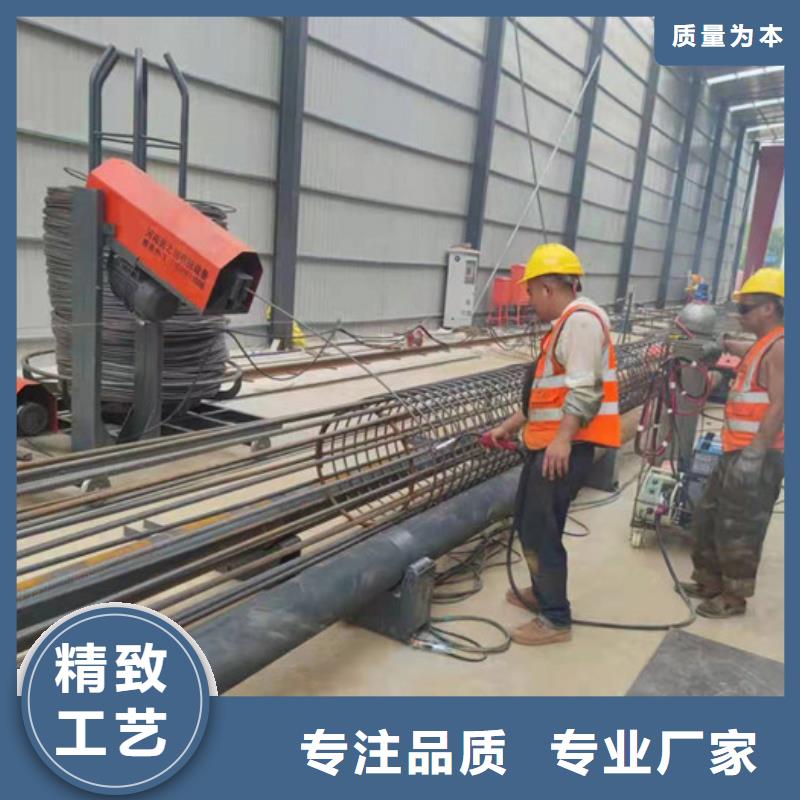
当骨架进入孔口后,应将其扶正徐徐下降,严禁摆动碰撞孔壁。然后,由下而上地逐个解去绑扎钢管的绑扎点及钢筋十字支撑。当骨架下降到第三吊点附近的加强箍接近孔口,可用型钢等穿过加强箍筋的下方,将骨架支承于枕木之上。再起吊第二节骨架,使上下两节骨架位于同直线上进行焊接,焊接时要保证上下主筋顺直,焊接长度单面焊为10d、双面焊5d。焊缝要饱满、无烧伤主筋、无焊渣残留。每一处接头焊接完成,需要自检并且上报监理工程师,合格后方可进行下一道工序。全部接头焊好后就可以下沉入孔,直至所有骨架安装完毕。并在孔口牢固定位,以免在灌注混凝土过程中发生浮笼现象。 吊筋:由测定的孔口标高来计算吊筋的长度,并反复核对无误后再焊接定位筋。吊筋采用Φ10的钢筋制作采用四点支撑。利用护桩在钢筋笼上拉出十字线,找出钢筋笼中心,并使其与桩位中心重合。然后在定位钢筋骨架顶端的顶吊圈下面插入两根平行的型钢,并将整个定位骨架支托于枕木上。?为了节省钢筋笼焊接时间,现场需保持不少于二台电焊机,分工流水作业。电机电流要适中,不宜过大过小,防止焊接时烧伤钢筋。钢筋笼绕筋机
宝润机械有限公司
 宝润机械有限公司
墩粗直螺纹套筒连接 7.4.1螺纹丝头加工及检验 1、加工前准备 1)凡参与接头施工的操作工人,技术 管理和质量管理人员,均应参加技术培训;操作工人应经考核合格后持证上岗。 2)钢筋先调直后再下料,切口端面要与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割下料。 3)厂家提供套筒应有产品合格证;两端螺纹孔应有保护盖;套筒表面应有规格标记。 2、直螺纹丝头加工 1)按钢筋规格调整好滚丝头内孔小尺寸及涨刀环,调整剥肋挡块及滚压行程开关位置,保证剥肋及滚压螺纹的长度。 2)工钢筋螺纹时,采用水溶性切削润滑液;当气温低于0℃时,应掺入15%-20%亚硝酸钠,不得用机油作润滑液或不加润滑液套丝。 3)操作工人应逐个检查钢筋丝头的外观质量,检查牙型是否饱满、无断牙、秃牙缺陷,已检查合格的丝头盖上保护帽加以保护。钢筋笼绕筋机
宝润机械有限公司
墩粗直螺纹套筒连接 7.4.1螺纹丝头加工及检验 1、加工前准备 1)凡参与接头施工的操作工人,技术 管理和质量管理人员,均应参加技术培训;操作工人应经考核合格后持证上岗。 2)钢筋先调直后再下料,切口端面要与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割下料。 3)厂家提供套筒应有产品合格证;两端螺纹孔应有保护盖;套筒表面应有规格标记。 2、直螺纹丝头加工 1)按钢筋规格调整好滚丝头内孔小尺寸及涨刀环,调整剥肋挡块及滚压行程开关位置,保证剥肋及滚压螺纹的长度。 2)工钢筋螺纹时,采用水溶性切削润滑液;当气温低于0℃时,应掺入15%-20%亚硝酸钠,不得用机油作润滑液或不加润滑液套丝。 3)操作工人应逐个检查钢筋丝头的外观质量,检查牙型是否饱满、无断牙、秃牙缺陷,已检查合格的丝头盖上保护帽加以保护。钢筋笼绕筋机
