





我们的现场实拍视频将带您走进桥梁护栏,景观护栏品质之选产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:桥梁护栏,景观护栏品质之选的图文介绍


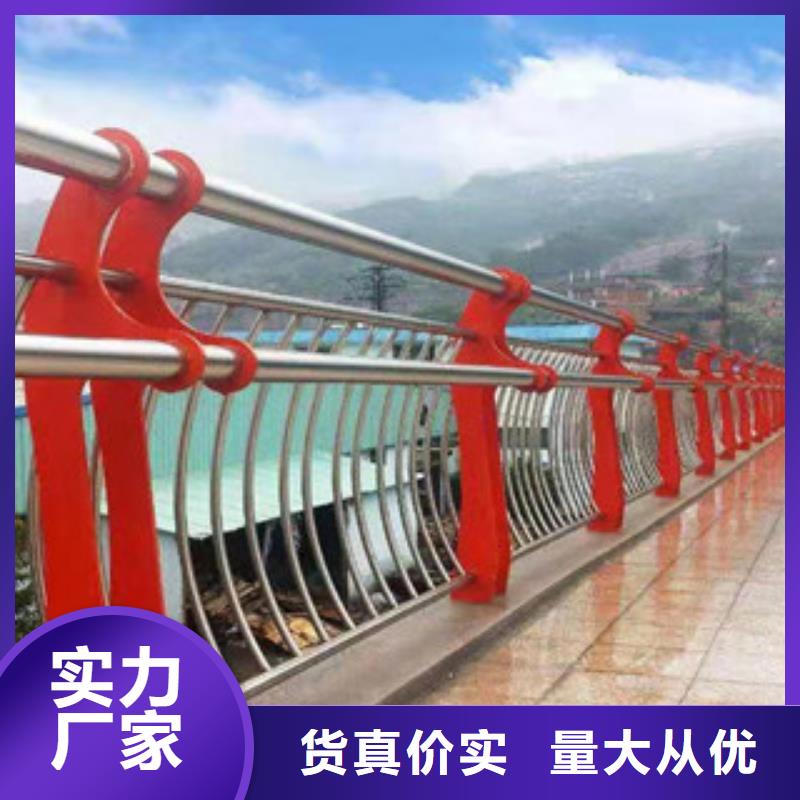
灯光护栏安装之后马上就可以使用了,但是灯光护栏在实际的使用的过程中还是要注意很多的问题的,很多的时候灯光护栏也是出现了不同程度的损坏,主要是使用不当,没有按照灯光护栏的要求和制作的原理进行使用。实际上灯光护栏进行合理的维护操作是比较重要的,下面就来为大家介绍一下怎样做好对灯光护栏的维护。 ??如何对灯光护栏进行合理的维护? 灯光护栏在使用是要注意不要攀爬护栏,这样做不仅会损坏护栏,也会让自己遇到危险。还有就是注意要保持灯光护栏的清洁。 ??灯光护栏本身的材质是不锈钢,虽然耐脏,但是对于一些物质的防污能力还是比较弱的,比如油垢或者油性的东西。冬季灯光护栏材质比较脆,所以在冬季防止碰撞挤压,以免脆裂。立柱帽是活动的,很容易被一些没有公德心的人或者小孩子拔掉,这个也要避免。立杆帽头也是活动的,这个也要避免被一些人拔掉。如果发现有损坏尤其漏出钢管的地方要及时对裸露钢管刷漆,然后对裸露的部位进行粘合、封闭,避免水分进入腐蚀。



桥梁护栏制造厂专业从事 四川德阳【热镀锌立柱】为主导的企业。公司整合国内、外先进技术,结合市场实际情况,做到技术不断、产品不断更新,成功研发出 四川德阳【热镀锌立柱】系列产品。公司实力雄厚,不仅拥有一支年轻并高素质的研发团队——学习与创新、挑战与突破、全力开拓创造z u i优质的产品是我们坚持不懈的使命;而且拥有一支专业及有着资深市场背景的精英管理团队——凭借多年的品牌运营及管理经验我们只进不退,自信地走在行业的尖端,公司秉承“遵诚守信”的经营理念在发展中逐步壮大,公司也一如既往的坚持“只有客户的满意,才有我们的成功”的方针,以帮助客户获取经济效益和社会效益为已任,旨在通过公司科学、专业、真诚的服务来建立客户与市场的z u i佳沟通渠道,把客户有限的资金进行z u i经济的策划和设计,让客户以z u i低的投资成本,达到z u i佳收益的目的。



道路护栏生产的厂家需要有一个良好的镀锌环境,在行业之中,往往有很多厂家只是重视主体的生产,对于.后这一道工序都没有更好的环境投入,并没有专业性的车间。而且镀锌的环境和其他的生产环境不同,对于环境内的温度及湿度有很高的要求。所以有很多厂家虽然前几步工序的质量也都符合了要求,往往就因为.后这一步,造成为山九仞、功亏一篑的结果。当然也有一些厂家直接使用了外包生产。 ??以上为大家介绍的就是提高道路护栏的镀锌质量的方法,只有做好产品生产的每一步,我们才保证产品的质量,从而给用户一个高的使用体验度,才能把我们产品做好口碑,希望各位厂家在生产时可以注重量的同时注重质。 桥梁护栏的使用很普及,而生产桥梁护栏的厂家也很多,因此很多客户想选择桥梁护栏却不知道怎么选,下面桥梁护栏厂家来告诉你这桥梁护栏的选购技巧。



不锈钢焊接要点及注意事项 首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极) 一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。) 保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。 从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。


风和通风。在有风的区域,应采取措施堵塞网,并在室内采取适当的通风措施。 不锈钢MIG焊要点及注意事项直流采用平焊电源,直流采用反极性(焊丝对正极)。 一般采用纯氩(99.99%纯度)或Ar+2%O2,流量适合20~25L/min。 弧长、不锈钢MIG焊,一般在喷射过渡焊条件下,电压应调整到弧长的4~6毫米。 防风。MIG焊接易受风的影响,有时会有风引起的气孔,所以风速在0.5米/秒以上的地方都应采取防风措施。 不锈钢药芯焊丝焊接要点及注意事项采用平特性焊接电源,直流焊接采用反极性。一般的二氧化碳焊机可以用来焊接,但送丝轮的压力应稍微放松。 保护气体一般为二氧化碳气体,气体流量宜为20~25L/min。 焊嘴与工件的距离应为15~25毫米。



