

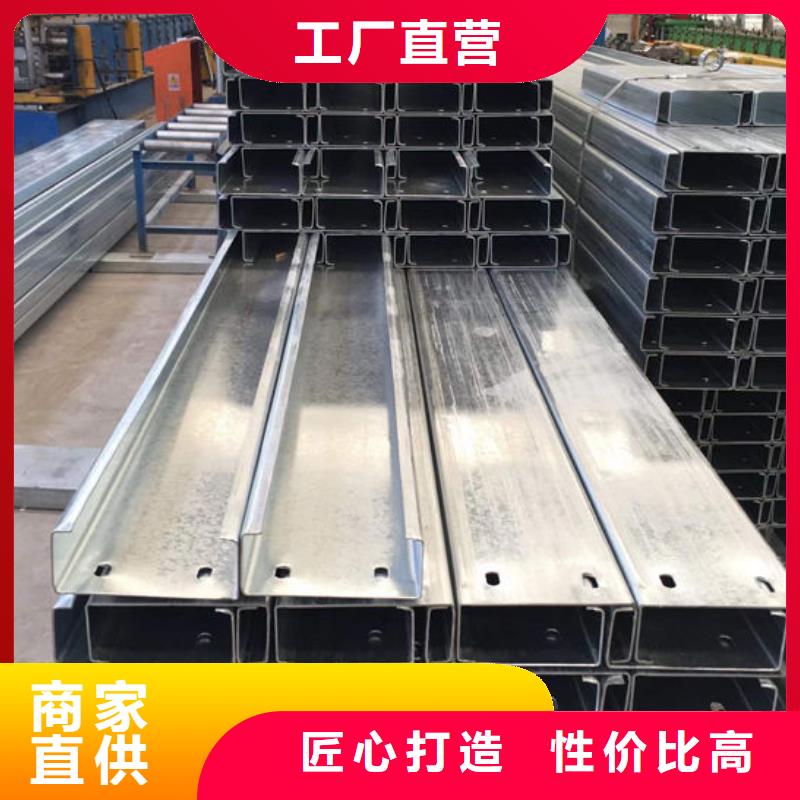

张家口螺旋钢管厂家所生产的张家口螺旋钢管品种多,在装卸过程中难免发生钢管损伤的情况,具体事项如下:1、张家口螺旋钢管包装应能避免在正常装卸、运输和储存中松散和受损。2、如果需方对张家口螺旋钢管的包装材料和包装方式有特殊要求的应在合同中注明;如未注明,包装材料和包装方式有供方选择。3、包装材料应符合有关的规定。如果没有要求包装材料,应达符合预定的用途,避免浪费和造成环境污染。4、如果客户要求螺旋钢材不能在外表上有磕碰等损伤,可以考虑在张家口螺旋钢管之间采用保护装置。保护装置可以使用胶皮、草绳、纤维布、塑料、管帽等。5、薄壁张家口螺旋钢管由于厚壁薄可以采用管内支撑或者管外框架保护的措施。支架和外框的材料采用和张家口螺旋钢管材质一致的钢料。6、 规定螺旋钢材采用散装的方式。如果客户要求打捆可以酌情考虑,但是口径必须在159MM到500MM之间,。打捆的材料使用钢带打包并扣紧,每道应至少拧成两股,并根据张家口螺旋钢管的外径和重量适度增加,防止松散的情况发生。7、定尺的张家口螺旋钢管可以不打捆。
张家口普通碳素钢优先选用150×145mm见方,长度在12m左 右的高速线材坯体,采用步进式混合加热炉基本能够满 足线材轧制的温度需求。该加热炉在进行加热过程中可 以实现智能化温度控制和人工操作调整。由于张家口普通碳素钢 的轧制温度范围不一,对温度较为敏感,因此会加大轧制 的困难。所以在进行张家口普通碳素钢线材轧制的过程中对于温 度工艺的优化是为重要的。张家口普通碳素钢的钢材坯料需要经过熔炼、浇筑、开坯等过程的准备工作,加工为150×145mm见方,长度在12m左右的 方坯,为下一步的工艺流程做准备。
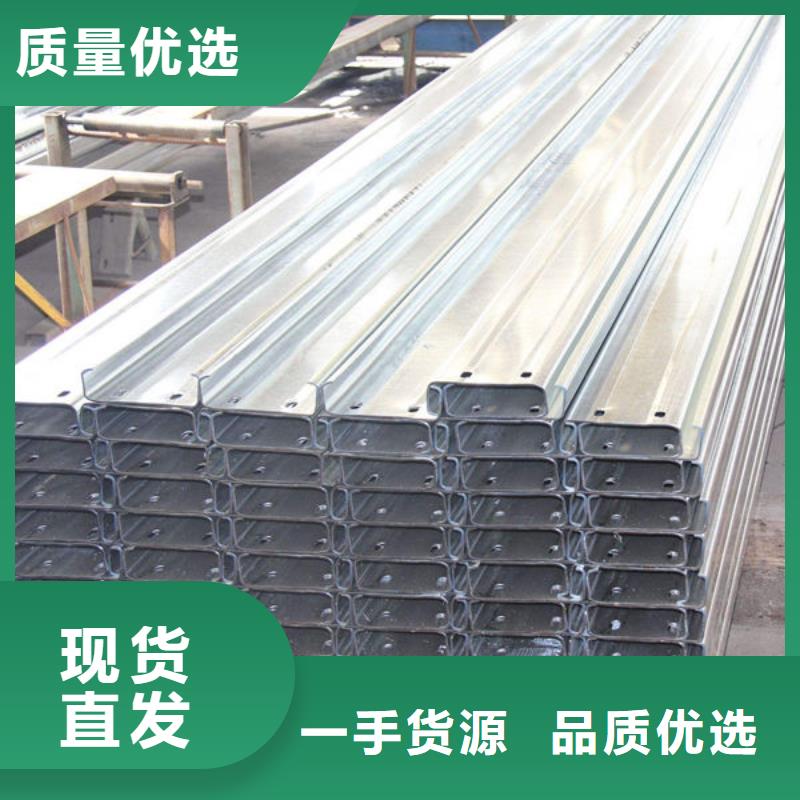
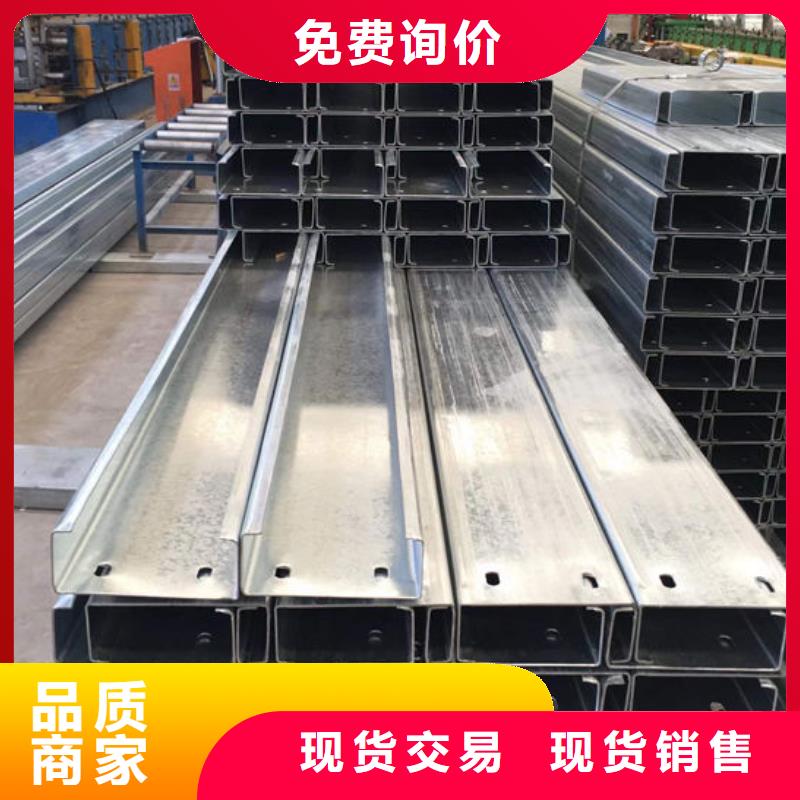
张家口螺旋钢管焊接时,为保证焊接质量而选定的诸物理量(如:焊接电流、电弧电压、焊接速度、线能量等)的总称。选择合适的焊接工艺参数,对提高焊接质量和提高张家口螺旋钢管钢材生产效率十分重要。焊接工艺参数(焊接规范)是指焊接时为保证螺旋钢材焊接质量而选定的诸多物理量。焊接电源种类和极性的选择焊接电源种类:交流、直流极性选择:正接、反接正接:焊件接电源正极,焊条接电源负极的接线方法。反接:焊件接电源负极,焊条接电源正极的接线方法。极性选择原则:碱性焊条常采用直流反接,否则,电弧燃烧不稳定,飞溅严重,噪声大,酸性焊条使用直流电源时通常采用直流正接。盛宝螺旋管可以做打桩、支撑、桥梁、高炮广告牌。张家口螺旋钢管加工可以用来保温,小区供暖、热力网铺设、电厂蒸汽输送。张家口螺旋钢管加工成防腐,自来水管道、地埋排污。可用作打桩管、作桥梁;码头、道路、建筑结构用管,海洋打桩管等,应用领域和范围广泛。
张家口H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。张家口H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的 轧制h型钢高度为800mm,超过了只能是焊接组合截面。 我国热轧张家口H型钢材国标(GB/T11263-1998)将张家口H型钢分为窄翼缘、宽翼缘和钢桩三类,其代号分别为hz、hk和hu。窄翼缘张家口H型钢适用于梁或压弯构件,而宽翼缘h型钢和h型钢桩则适用于轴心受压构件或压弯构件。工字钢与张家口H型钢相比,等重量前提下,w、 ix、 iy都不如h型钢。
