





我们为您呈现了一部精彩绝伦的球墨铸铁管配件DN1200排水球墨铸铁管满足多种行业需求产品视频,让您感受产品的独特之处。
以下是:球墨铸铁管配件DN1200排水球墨铸铁管满足多种行业需求的图文介绍

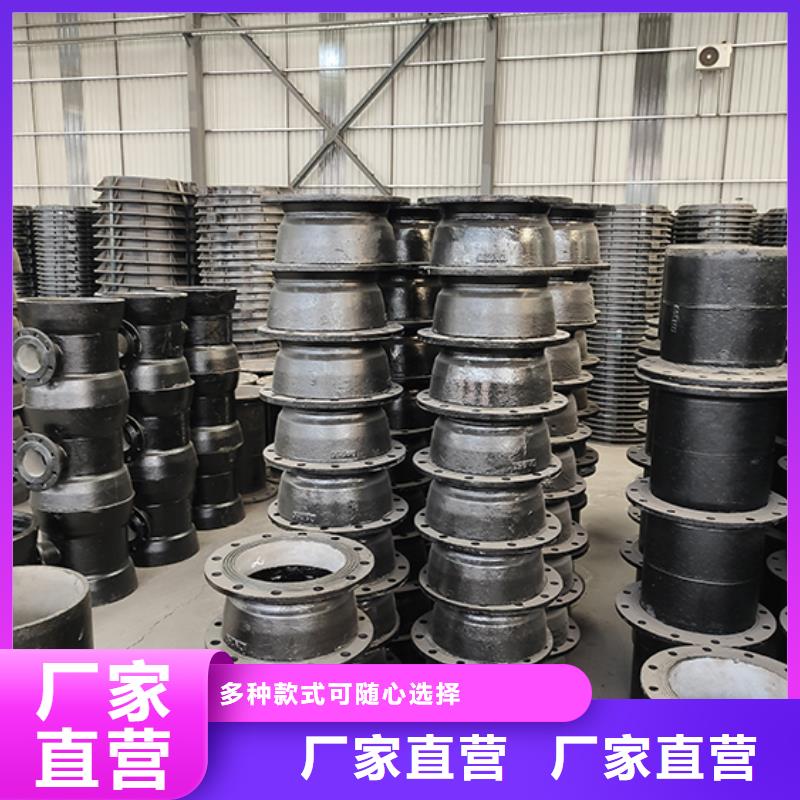
球墨铸铁管配件主要应用与市政,天然气、水运输等,有较高的性价比。与PE管相比,安装时球墨铸铁管更为简便,承压力好,并且密封性及腐蚀性也比PE管有显著,下面给大家介绍下球墨铸铁管的连接方式。1、法兰连接法兰连接原理是球墨铸铁管和钢管均转换为法兰盘接口,从而实现标准对接。球墨铸铁管有两种标准管件,分別为盘承短管与盘插短管,如盘承短管管件的承口或插口可以与正常管道相连,从而使得管线转换为法兰盘接口,只需与对应的钢制法兰进行连接即可。此种方法特点是,连接方式比较通用,法兰的制作为标准件,确保连接的稳定性。需要注意的是双方的法兰不仅需要公称值一致,PN值也应一致才能连接。法兰连接的劣势是,如果直接埋地,螺栓腐蚀风险较大,将来可能出现接口漏水等问题,有的设计规范也要求螺栓不能直接埋地。法兰连接因为采用螺栓紧固确保密封效果,人工操作的影响较大。2、承插连接承插连接的方法是,对于球墨铸铁管确保连接位置为承口(如果不是则用双承套管,使得插口端转换为承口端),钢管端在其承口外径焊接层额外的钢板,使得钢管的外径确保与球墨铸铁管外径相同。然后插入球墨铸铁管的承口进行安装承插在接的优势足不存在螺栓埋地的腐蚀风险。但足对于大口径管道,钢管的壁厚较薄,同时钢管是从井室中伸出的情况下,可能出现由于井室沉降,导致钢管经向变形过大,从而有接口漏水的风险。


鑫福兴管业有限公司专业从事 宁夏银川柔性铸铁管为主导的企业。公司整合国内、外先进技术,结合市场实际情况,做到技术不断、产品不断更新,成功研发出 宁夏银川柔性铸铁管系列产品。公司实力雄厚,不仅拥有一支年轻并高素质的研发团队——学习与创新、挑战与突破、全力开拓创造z u i优质的产品是我们坚持不懈的使命;而且拥有一支专业及有着资深市场背景的精英管理团队——凭借多年的品牌运营及管理经验我们只进不退,自信地走在行业的尖端,公司秉承“遵诚守信”的经营理念在发展中逐步壮大,公司也一如既往的坚持“只有客户的满意,才有我们的成功”的方针,以帮助客户获取经济效益和社会效益为已任,旨在通过公司科学、专业、真诚的服务来建立客户与市场的z u i佳沟通渠道,把客户有限的资金进行z u i经济的策划和设计,让客户以z u i低的投资成本,达到z u i佳收益的目的。




影响球墨铸铁管配件生产的7大因素: (1)碳当量:铁水碳当量过高(尤其是高硅含量),使石墨球化的影响。试验表明,厚壁铸件,当碳当量超过共晶成分是可能产生开花石墨。但增加的碳含量增加铁水镁回收率。因此,大多数高碳低硅生产的原则,通常硅含量在2%左右控制。此外,碳当量,铸件壁厚的选择:当管壁厚度为6.5?76毫米,碳当量的4.35%至4.7%;壁厚>76毫米,碳当量的4.3%到40.35%。 (2)硫:当铁液中的含硫量太高时,硫与镁和稀土生成硫化物,因其密度小而上浮到铁液表面,而这些硫化物与空气中的氧发生反应生成硫,硫又回到铁液,又重复上述过程,从而降低了镁与稀土含量。当铁液中的硫大于0.1%时,即使加入多量的球化剂,也不能使石墨完全球化。 (3)稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。 (4)壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。 (5)温度:若铁液温度过高,铁液氧化严重,由于镁与稀土易与氧化物产生还原反应,而使得镁、稀土含量降低,同时高温也将增加镁的烧损和蒸发;铁液温度太低,球化剂不能熔化和被铁液吸收,而上浮至铁液表面燃烧或被氧化。 (6)滞留时间:铁液中镁的含量是随孕育处理后停留时间的增加而减少,其主要原因是因硫及镁、稀土的氧化与蒸发造成的。一般情况下,滞留时间不超过20min。 (7)浇冒口:冒口设计是不合理的,将有施法时间太长,铁水飞溅,以及空气中的参与,因此,镁,稀土氧化物是严重的。


下列因素会影响球墨铸铁管孔径的大小: 1、碳当量:行进碳量,增大了石墨化缩短,可削减缩孔缩松。 2、磷:铁液中含磷量偏高,使凝聚规划扩展,一起低熔点磷共晶在终凝聚时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松发作的倾向。一般工厂操控含磷量小于0 08%。 3、稀土和镁:稀土剩下量过高会恶化石墨外形,下降球化率,因此稀土含量不宜太高。而镁又是一个激烈安稳碳化物的元素,妨碍石墨化。 4、壁厚:当铸件表面构成硬壳以后,内部的金属液温度越高,液态缩短就越大,则缩孔、缩松的容积不只 值增加,其相对值也增加。 5、温度:浇注温度高,有利于补缩,但太高会增加液态缩短量,抵缩孔、缩松倒霉,所以应依据具体情况合理选择浇注温度,一般以1300~1350℃为宜。 6、砂型的紧实度:若砂型的紧实度太低或不均匀,致使浇注后在金属静压力或缩短力的效果下,发作型腔扩展的现象,致使本来的金属不行补缩而招致铸件发作缩孔缩松。 7、浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,不能保证金属液次序凝聚;别的,冒口的数量、巨细以及与铸件的联接当否,将影响冒口的补缩效果。 球墨铸铁管配件



