


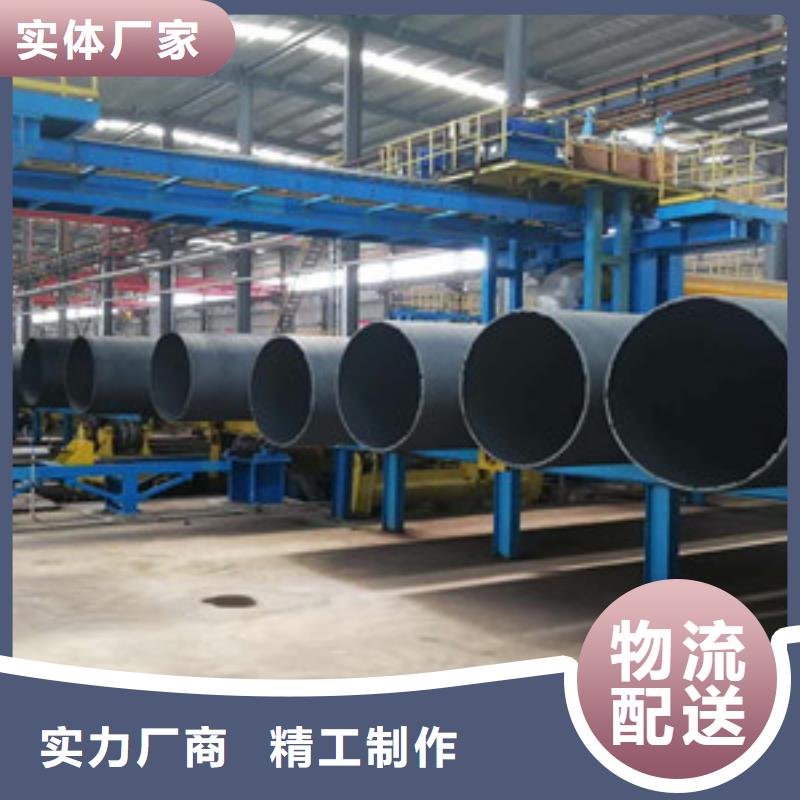

球墨铸铁管图7-5所示为俄罗斯制造的63MN(6300t)卧式液压挤压机的带预热装置的三层结构挤压筒,图7-6所示为德国制造的带挤压筒测温装置的60MN(6000t)卧式液压挤压机三层结构挤压筒。耐久性好,刚度大,造价上有很强的竞争力。在工业革命以前,拱桥是世界各国内河主通航孔的佳选择。当时,拱桥都为满堂支架施工,在防洪上有较大风险。我国工程师把给水支架施工的钢管混凝土拱桥及劲性骨架混凝土拱桥获得飞速发展。球墨铸铁管钢管混凝土拱用作劲性骨架,并创造了巧妙的调载技术,提高了经济性,降低了施工风险。现代拱桥的标志和成就也体现在拱图实现了无支架施工在我国高速公路和铁路大规模建设的推动下,无在桥梁的四种桥型中,拱桥受力为合理,其承力结构—一拱圈处于小偏心受压因此没有疲劳问题,一旦挤压开始挤压筒内衬便处于受热状态,不需要加热,而是需要经常进行冷却。

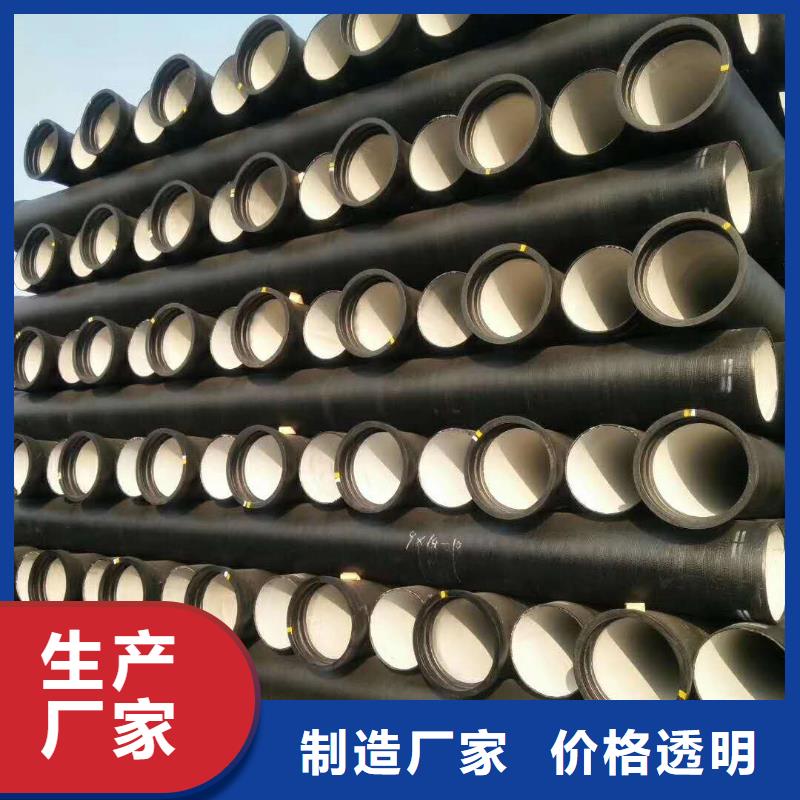
产品的水泥管可以提供出更大的口径然而交通和安全的本钱也相对较高一些现在仅仅是用于低水平的经济地区;和钢管的耐蚀性比较差运用的寿数也相对较短结构上也相对较杂乱工程的造价也比较高也慢慢地退出了供水的管道。设备关键:收拾管口:将承口内的所有杂物擦洗洁净。收拾胶圈、上胶圈:将胶圈上的粘着物清擦洁净,把胶圈弯为"梅花形"或"8"字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。在插口表面面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口设备好的胶圈内表面、在插口表面面涂刷润滑剂时要将插口线以外的插口部位悉数刷匀。下管:应按下管的要求将管子下到槽底,一般采用人工下管法或机械下管法。
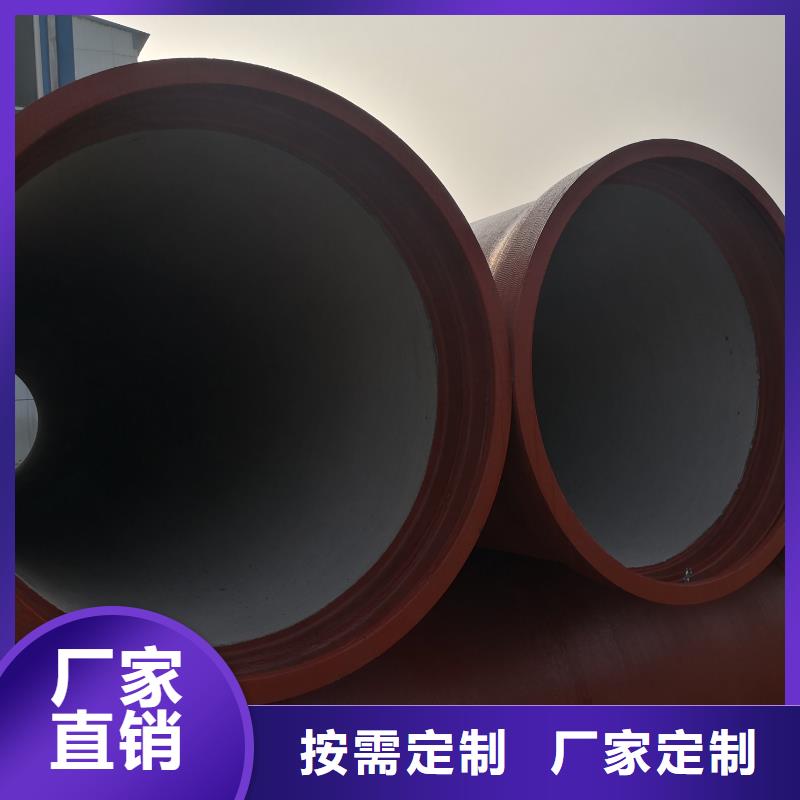
球墨铸铁管在退火炉内的热焓增量主要由球铁管在炉内加热的温度和球铁管的入炉温度决定,因此降低球铁管在炉内的热焓增量主要是降低退火温度和提高球铁管的入炉温度。空弯也是另外一种加工的方法,而且相比较起来挑选的空弯份额也相对更大一些,空弯的使得弯折线所发生压缩的情况,压缩效应使得弯折线改变,
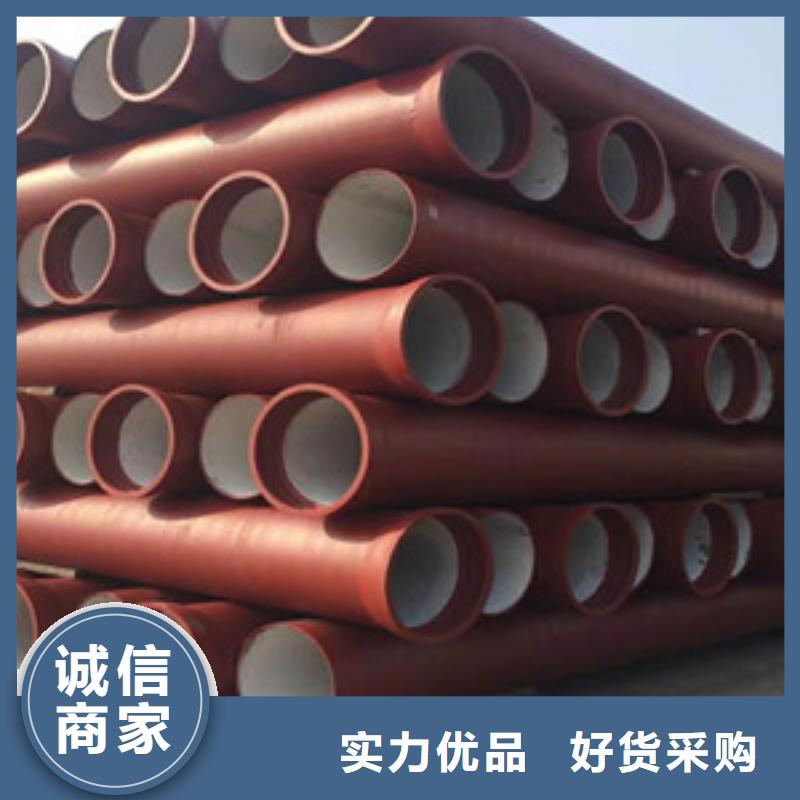
主要为保障管道安全运行,具有以下作用:补偿吸收管道轴向、横向、角向热变形;吸收设备振动,减少设备振动对管道的影响;吸收地震、地陷对管道的变形量。是一种为适应环保需求而研制开发的一种新型绿色特殊涂层,有良好的耐磨和耐腐蚀性。铝酸盐水泥涂层或硫酸盐水泥涂层这两种特殊水泥涂层均适用于污水管道用球墨铸铁管的内防腐,提高抵抗污水中酸碱成分的侵蚀能力。球墨铸铁管就是按传统的拉管工艺制作的管(也就是说的连续球墨铸铁管),质量不是很能保证。铸铁伸缩器也称伸缩节、膨胀节、补偿器、伸缩接头。伸缩器在一定范围内可轴向伸缩也能在一定的角度内克服管道对接不同轴向而产生的偏移能极大的方便阀门管道的安装与拆卸,在管道允许伸缩量中可以自由伸缩一旦越过其 伸缩量就起到限位确保管道的安全运行。
磷共晶在后面凝固时不能得到弥补,也会添加缩孔和缩松的产生铸件本身的薄壁和厚壁也会影响缩短和缩短孔的产生。温度也是缩短的要害。假如温度过高,缩短会越大,容易导致缩短孔和缩短孔。收拾胶圈、上胶圈:将胶圈上的粘着物清擦洁净,把胶圈弯为"梅花形"或"8"字形装入承口槽内,球墨铸铁管中碳含量不高,球墨铸铁管的流动性也不好,会导致外表缺点,容易造成缩孔松弛。其次,铸造时需要共同。假如铸造温度高,也有利于缩短,但不能太高。这取决于制造商的操作熟练程度。一般来说,1300-1350℃是适宜的。铸造口和冷铁的设置也应根据铸件的形状进行合理规划。此外,铸造口的数量和大小也会影响铸件的缩短作用。假如金属液中磷含量较高,凝固范围会扩展,假如熔点较低,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。
