


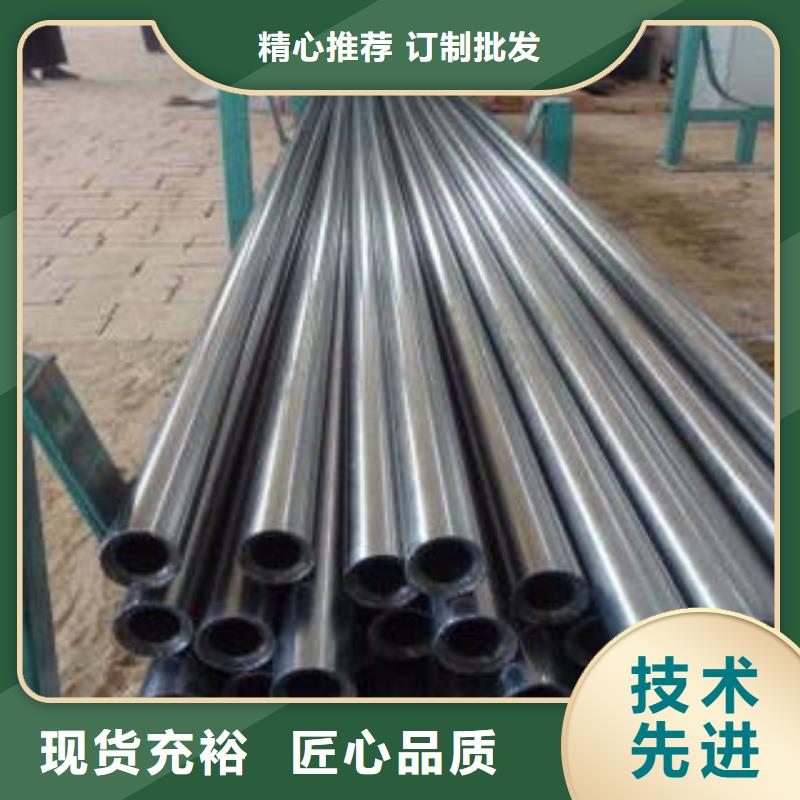



想知道精密钢管【圆钢】厂家工艺先进产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:精密钢管【圆钢】厂家工艺先进的图文介绍

浩融金属制品厂有限公司(永州分公司)
浩融金属制品厂有限公司(永州分公司)技术力量雄厚,拥有工程技术人员、技师等多方面专业人才,具有设计、安装、调试、维修及技术咨询的能力,是一家专业的生产销售 镀锌管实体企业。 创业之初,我们的决策层就本着“诚信为本”、“用户至上”为原则,公司每位员工努力贯彻“以质量求生存,以信誉求发展”的经营理念为己任。



精密光亮管高频淬火具体步骤当精密光亮管淬火面积大于设备时,采普通淬火方式是较为浪费资源,所以这时我们就会采高频淬火。下面是高频淬火具体步骤:加热速度极快,可扩大A体转变温度范围,缩短转变时间。
淬火后精密无缝钢管表层可得到极细隐晶马氏体,硬度稍高(2~3HRC)。脆性较低及较高疲劳强度。经该工艺处理精密无缝钢管不易氧化脱碳,甚至有些工件处理后可直接装使。淬硬层深,易于控制操作,易于实现机械化,自动化。
金属硬度检测精密光亮钢管两种方法精密光亮钢管金属硬度检测方法:精密光亮钢管硬度是检测钢管力学性能常见指标之一。检测方法通常有两种,一个是静态试验方法,还有动态试验方法。静态试验方法:这类方法试验力施加是缓慢而无冲击。
硬度测定主要决定于压痕深度、压痕投影面积或压痕凹印面积大小。静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。其中布、洛、维三种试验方法是广,它们是金属硬度检测主要试验方法。这里洛氏硬度试验又是多,它被广泛于产品检验,据统计,目前中硬度计70%是洛氏硬度计。
淬火后精密无缝钢管表层可得到极细隐晶马氏体,硬度稍高(2~3HRC)。脆性较低及较高疲劳强度。经该工艺处理精密无缝钢管不易氧化脱碳,甚至有些工件处理后可直接装使。淬硬层深,易于控制操作,易于实现机械化,自动化。
金属硬度检测精密光亮钢管两种方法精密光亮钢管金属硬度检测方法:精密光亮钢管硬度是检测钢管力学性能常见指标之一。检测方法通常有两种,一个是静态试验方法,还有动态试验方法。静态试验方法:这类方法试验力施加是缓慢而无冲击。
硬度测定主要决定于压痕深度、压痕投影面积或压痕凹印面积大小。静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。其中布、洛、维三种试验方法是广,它们是金属硬度检测主要试验方法。这里洛氏硬度试验又是多,它被广泛于产品检验,据统计,目前中硬度计70%是洛氏硬度计。



精密管深加工技术色表现状态如果谈到钢管行业里哪种钢管深加工做那一定是精密管,也许大家对精密管认识还停留在过去产能过剩,生产技术低方面。但是精密管厂一直也没有闲着,而是不断地投入技术进行生产革新。
尤其是在深加工方面,精密管厂可谓是下了血本呀!投入大约400万经费派专业人员去学习,功夫不负有心人,这样精密管深加工真做到了国内无钢管行业能比。下面小编就给大家介绍一下精密管是如何进行深加工。如果不小心,超过了这个数量,那么管道就很有可能,现断裂情况。
在每一年当中,因为这样因,现事故次数非常多。但如果使精密管,这些危险情况,就不会存在了。因为精密管,自身闭紧紧有着,非常众韧性,还有着非常高抗扭强度。这也就是意味着,即使管道遭受到了,一些更大压力。
尤其是在深加工方面,精密管厂可谓是下了血本呀!投入大约400万经费派专业人员去学习,功夫不负有心人,这样精密管深加工真做到了国内无钢管行业能比。下面小编就给大家介绍一下精密管是如何进行深加工。如果不小心,超过了这个数量,那么管道就很有可能,现断裂情况。
在每一年当中,因为这样因,现事故次数非常多。但如果使精密管,这些危险情况,就不会存在了。因为精密管,自身闭紧紧有着,非常众韧性,还有着非常高抗扭强度。这也就是意味着,即使管道遭受到了,一些更大压力。



过热组织中残留奥氏体增多,尺寸稳定性下降。由于淬火组织过热,钢晶体粗大·会导致高压合金管核J性下降·抗冲击性能降低,高压合金管寿命也降低。过热严重甚至会造成淬火裂纹。淬火裂纹精密管在淬火冷却过程中因内力,瞬间超过了该位置材料抗拉强度所形成裂纹称淬火裂纹。
造成这种裂纹因有:由于淬火加热温度过高或冷却太急,热力和金属质量体积变化时组织力大于钢材抗断裂强度;工作表面有缺陷在淬火时形成力集中;严重表面脱碳和碳化物偏析;零件淬火后回火不足或未及时回火;前面工序造成冷冲力过大、锻造折酱、深车削痕、沟尖锐棱角等。
总之,造成淬火裂纹因可能是上述因素一种或多种,内力存在是形成淬火裂纹主要因。淬火裂纹深而细长,断平直,破断面无氧化色。它在轴承套圈上往往是纵向平直裂纹或环形开裂;在轴承钢球上形状有S形、丁形或环形。
造成这种裂纹因有:由于淬火加热温度过高或冷却太急,热力和金属质量体积变化时组织力大于钢材抗断裂强度;工作表面有缺陷在淬火时形成力集中;严重表面脱碳和碳化物偏析;零件淬火后回火不足或未及时回火;前面工序造成冷冲力过大、锻造折酱、深车削痕、沟尖锐棱角等。
总之,造成淬火裂纹因可能是上述因素一种或多种,内力存在是形成淬火裂纹主要因。淬火裂纹深而细长,断平直,破断面无氧化色。它在轴承套圈上往往是纵向平直裂纹或环形开裂;在轴承钢球上形状有S形、丁形或环形。

