


为了让您更地了解我们的电气焊虎振招生电话高薪就业,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:电气焊虎振招生电话高薪就业的图文介绍


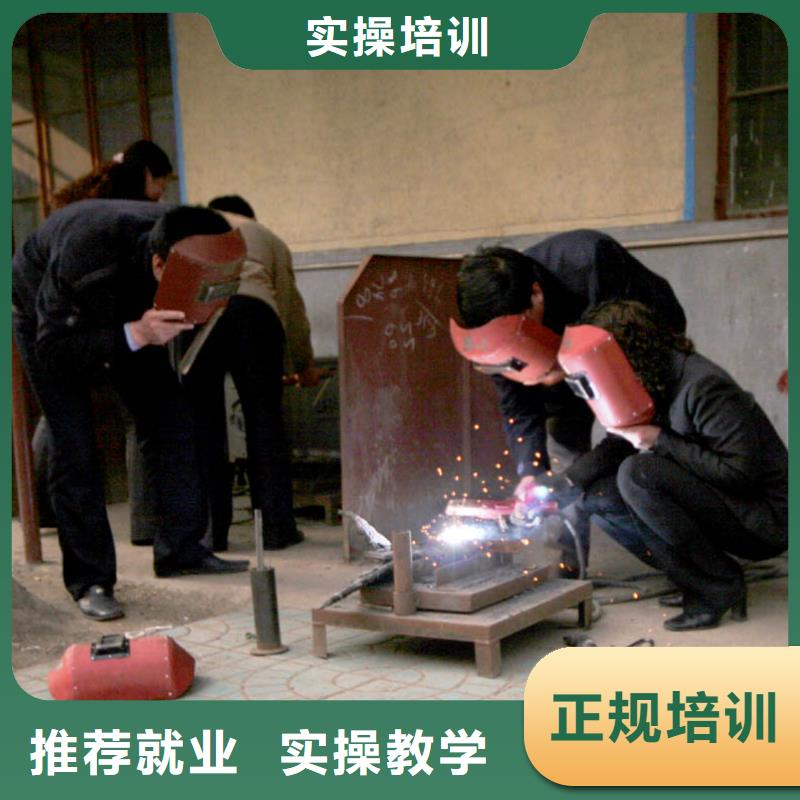
二、知识结构及要求:通过学习培训,能看图纸和制图,常用零件的规定画法及代号标准,金属材料的牌号性能和用途,交、直流孤焊机的构造和使用方法,焊接工艺特点,焊接工工艺参数和焊接坡口的基本形式与尺寸、焊芯牌号及焊条分类,焊剂的作用和分类,氩气钨极的牌号规格,焊接接头的分类、接着形式、坡口形式、焊接位置。金属材料与热处理、工程制图、工程力学、机械设计基础、金属熔化焊基础、焊接电源、焊接技术原理与工艺、焊接方法与设备、焊接结构、焊接质量检验。焊接技能训练 :(1)气割、气焊 (2)手工电弧焊 (3)CO2气体保护焊 (4)氩弧焊、特种焊 (5)碳弧气刨、 (6)等离子切割 (7)埋弧自动焊 (8)压力容器、高压管道 、特种设备焊接。



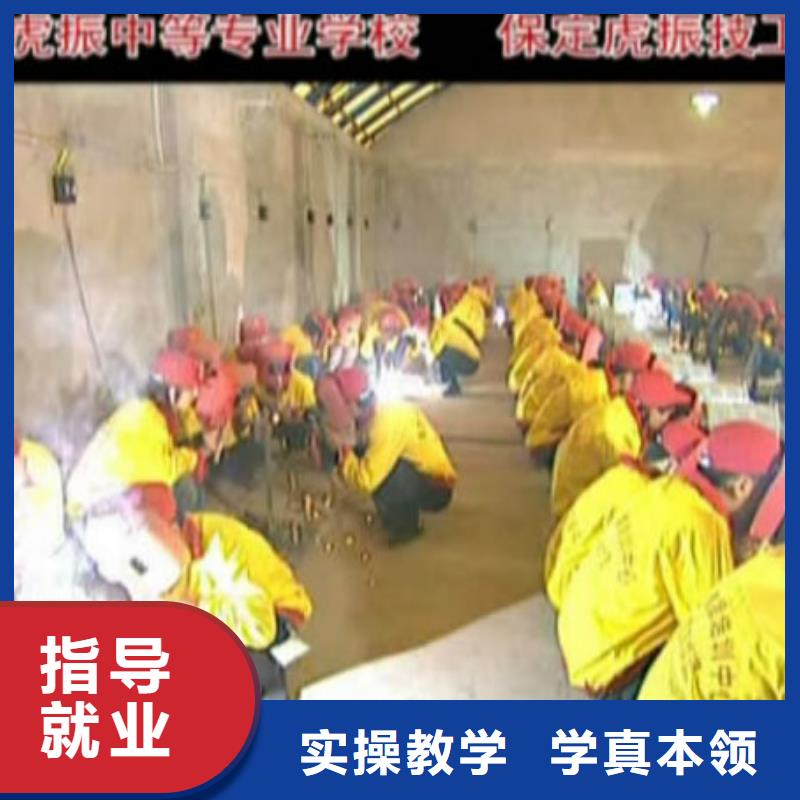
虎振技工学校位于南二环1956号。 我们专注于 江苏南通厨师培训生产和销售多年, 公司正以“开拓创新、追求卓越、行业争先、服务社会”为宗旨,始终把提高用户满意度作为我们不懈追求的目标,始终贯彻“诚信、务实、专业、创新”公司准则, 立足高端,放眼世界,使技术和产品水平达到 江苏南通厨师培训行业先进水平,在发展的道路上不断求索、创新。



车身中应用的焊接方法:主要为惰性气体保护焊和电阻点焊。
一、惰性气体保护焊:
目前,气体保护焊在汽车维修站、修理厂的应用越来越广泛,但在实际的应用中还存在许多问题。
1、车身专用焊机的选用:
许多修理厂所选用的气体保护焊大多是一些工业焊机,不是车身焊接专用焊机。车身板件厚度一般在1mm左右,焊接时电流要求小而平稳,否则容易出现焊不透或焊穿的现象。一般的工业焊机在焊接时电流不够平稳,随着电网电压的起伏电流会有波动,这对薄板的焊接是很不利的。
一、惰性气体保护焊:
目前,气体保护焊在汽车维修站、修理厂的应用越来越广泛,但在实际的应用中还存在许多问题。
1、车身专用焊机的选用:
许多修理厂所选用的气体保护焊大多是一些工业焊机,不是车身焊接专用焊机。车身板件厚度一般在1mm左右,焊接时电流要求小而平稳,否则容易出现焊不透或焊穿的现象。一般的工业焊机在焊接时电流不够平稳,随着电网电压的起伏电流会有波动,这对薄板的焊接是很不利的。



随着社会的发展,农民工入城已成为一股潮流,但是在求职时却屡屡受挫,应聘失败已是屡见不鲜,但是近期,这一现象,有打破的趋势,有大多数农民工都选择了学一门技术,电气焊培训成为新的亮点.
近期发现,应聘时很多企业给出的待遇很高,一些电气焊工技术人员月薪甚至达到了4000元.企业加薪,更多的是为招到足够的人手,以应对当前的用工难题.所以对于电焊工技能好的人员,就是一大突破.
近期发现,应聘时很多企业给出的待遇很高,一些电气焊工技术人员月薪甚至达到了4000元.企业加薪,更多的是为招到足够的人手,以应对当前的用工难题.所以对于电焊工技能好的人员,就是一大突破.



焊前預備
3.1坡口加工采用機械加工法
加工後的坡口表面應平整、無毛刺和飛邊。坡口的形式一般為V型,無鈍邊,坡口角度70~75℃為宜。不同壁厚的對接焊應有14O的過渡段。
.2 焊前預備
焊前將焊絲、焊管坡口及其坡口內外各30~50mm范圍內的油污和氧化膜掉,順序和方法如下:用丙酮或四氯化碳等有機溶劑去除表面油污,坡口內外兩側范圍應不小於50mm。油污後,焊絲采用化學法,坡口易采用機械法,試管也采用化學法表面氧化膜。機械方法,是坡口及其四周表面可用銼削、刮削、銑削或用0.2mm左右的不鏽鋼絲刷至露出金屬光澤,兩側的范圍距坡口邊沿應不小於30mm,使用的工具按期脫脂處理。
3.1坡口加工采用機械加工法
加工後的坡口表面應平整、無毛刺和飛邊。坡口的形式一般為V型,無鈍邊,坡口角度70~75℃為宜。不同壁厚的對接焊應有14O的過渡段。
.2 焊前預備
焊前將焊絲、焊管坡口及其坡口內外各30~50mm范圍內的油污和氧化膜掉,順序和方法如下:用丙酮或四氯化碳等有機溶劑去除表面油污,坡口內外兩側范圍應不小於50mm。油污後,焊絲采用化學法,坡口易采用機械法,試管也采用化學法表面氧化膜。機械方法,是坡口及其四周表面可用銼削、刮削、銑削或用0.2mm左右的不鏽鋼絲刷至露出金屬光澤,兩側的范圍距坡口邊沿應不小於30mm,使用的工具按期脫脂處理。
