

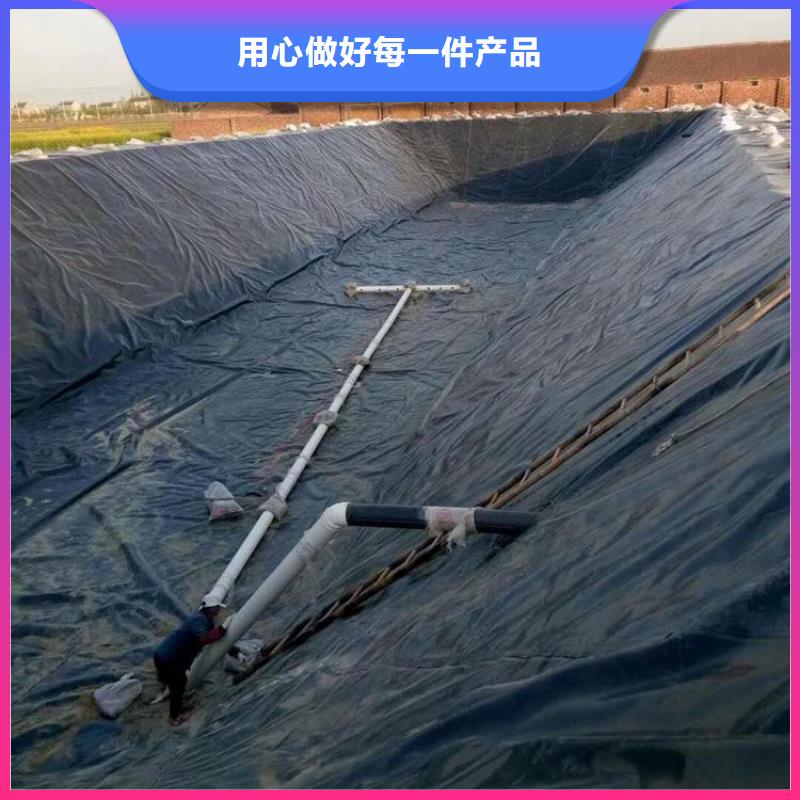






土工布铺设终了由现场监理工程师认可后铺设土工膜。HDPE土工膜上面的土工布采用自然搭接,土工膜上层土工布采用缝接或热风焊接。使其局部到达融熔状态,并立刻运用一定的外力使其牢牢地粘合在一同。土工布应采取另一办法一缝合衔接法,即用专用缝纫机停止双线缝合衔接,且采用防化学紫外线的缝合线。HDPE土工膜是目前垃圾卫生填埋场应用较广泛的土工膜,它防水质感好,具有很强的耐久性,不易腐蚀。HDPE土工膜热胀冷缩变形较大,因此在施工中应留出材料的热胀冷缩变形伸缩量。HDPE膜当天铺设当天完成,尽量减少皱褶及拖移,同时不宜拉得过紧,否则会因局部变形而产生的应力过大,造成HDPE膜破坏。在渗滤液碎石导排层施工过程中对HDPE膜的保护问题。渗滤液导排层一般选用卵石或碎石等材料,厚度不应小于30cm,由于垃圾填埋区面积大,碎石摊铺的工程量非常大,留出足够的空间给铺设场地对实施过程有很大的作用。由于HDPE土工膜的特殊性能使得它在绿化生态环境工程中受到了大众关注.其中生态护坡工程体系是采纳软体材质建筑柔性边坡、挡土墙并完成水库、坡岸的平面式绿化真正表现工程建立节能的、有生活的、会深呼吸的生态绿色工程.有了土工材料工程无需高能耗、高污染的钢骨、石灰、石块等硬体材质也可用来垂直或者。
挡墙整齐、干净,富于艺术感染力,面板可根据要求设计成各种图案满足景观设计的要求。这种方法适用水利、航运、市政、园林和交通等领域,而且也不受季节限制。土工膜的耐静水压原理在土工膜两侧压力水头达到一定值后,土工膜就会破裂。保持土工膜的上述压力至少2h观察渗流管水位变化情况,土工膜水位基本稳定(渗流量为0),则以0.1-0.2mpa为差逐增加压力,每均保持2h直至出现渗流量快速增加现象,表明试样已出现破裂,此前一压力即作为耐静水压(mpa)。逐增加试样两侧水力压养,并保持一定时间,当渗流量急速增加,表示试样受到破坏,也就获得了试样的耐静水压值。土工膜如只需判定土工膜样品是否达到某一规定耐静水压值,则可直接加压到此压力并保持2h再判定是符合要求。
土工膜每个样品至少测定3个试样,以较低值作为样品的耐静水压。土工膜抗压缩性能及排水功能。土工膜厚度不小于0.25mm太薄可能产生气孔,且易在施工中受损而降低防渗效果。土工膜施工中,特别要注意做到铺设不宜过紧,不得打皱,拼接要牢固。土工膜在山皮土顶面反包裹锚固2m然后分层填筑素土至盐池一般路段清淤后高程,盐池一般清淤路段清淤深度一般为30~50cm.土工膜的机械性能包括:抗拉强度、顶破强度、刺破强度、抗压缩性能、接合强度、抗撕裂强度等。
土工膜厂家专业生产,始终关注我国的事业发展,走进我国西部地区的卫生垃圾填埋场多处于陡峭冲沟之内,现行《城市生活垃圾卫生填埋技术规范》(CJJ进行HDPE土工膜锚固工程设计与施工。计算结果表明:随着垃圾填埋高度的增加,地基变形量较小,较大竖向位移仅为0.4土工膜的应力随着垃圾填埋物填埋高度的增加而增加,较大拉应力发生在底层锚固沟处,为0.62MPa.控制HDPE土工膜在土建基层面铺设场地的要求:“四度”1平整度:±2cm/m2平整顺直;2压实度:95%,经碾压后方可在其上铺。
以某生活垃圾卫生填埋场HDPE土工膜为研究对象,采用有限元软S数值模拟分析。随着垃圾堆体填筑高度的增加,地基变形与边坡HDPE土工膜拉伸稳定性变化。HDPE土工膜HDPE土工膜HDPE土工膜施工要点:在此区域内,操作人员要精心测量,把土工膜裁剪成上宽下窄的倒梯形。坝管与土工膜的连接:先把HDPE土工膜根据渗沥液穿坝管的直径大小裁剪成喇叭状的管套,分成6-8小片,然后把管套由大到小的先后顺序套进穿坝管,再适宜地调整好管套的位置并用热风焊枪临时固定,管套不能有悬空的部位。库区的边坡与库底的交汇处,此处在设计上多有盲沟。施工要点:先把土工膜顺着坝面铺设在距盲沟1.5米远以外处,再与库底膜相连;相邻两幅的焊接是:先焊接好后,再压往盲沟内。较后把管套的大小套口焊接在HDPE土工膜和渗沥液穿坝管上,并用不锈钢箍加固。
HDPE土工膜用玻璃纤维或高强聚酯纤维纱与无纺织物经编织造或粘合而成的新型复合土工材料,有机地结合了玻璃纤维和无纺织物两者的优良性能,除具备土工格栅所具有的高强度,低延伸、高弹性模量、耐温等特性外,还具有良好的防渗透及反滤能力,是一种多功能的HDPE土工膜,能有效地延长工程使用寿命,减少维修频次。土工膜对污水和化学作用有较好的耐性,不怕酸、碱、盐类的,在避光使用情况下,使用寿命长。HDPE土工膜具有高的抗拉强度、较低的延伸率,在路基工程中能有效地防止路面开裂,提高软土地基的承载能力,防止基础沉降,减少工程造价,提高施工效率,从而提高公路、铁路等工程的使用质量及使用寿命。hdpe土工膜是一种防渗性能非常好的施工材料,它在许多的水利工程中被应用。在复合土工膜铺设好以后,一般的检查方法也都是用肉眼去观察材料的两头是否平整、以及有无破损的情况。不过较好的方法还是用带有压力表的气筒往材料焊接处加压,当达压力值达到0.5MPa至2MPa时停止加压,并观察大约30秒左右的时间。
