


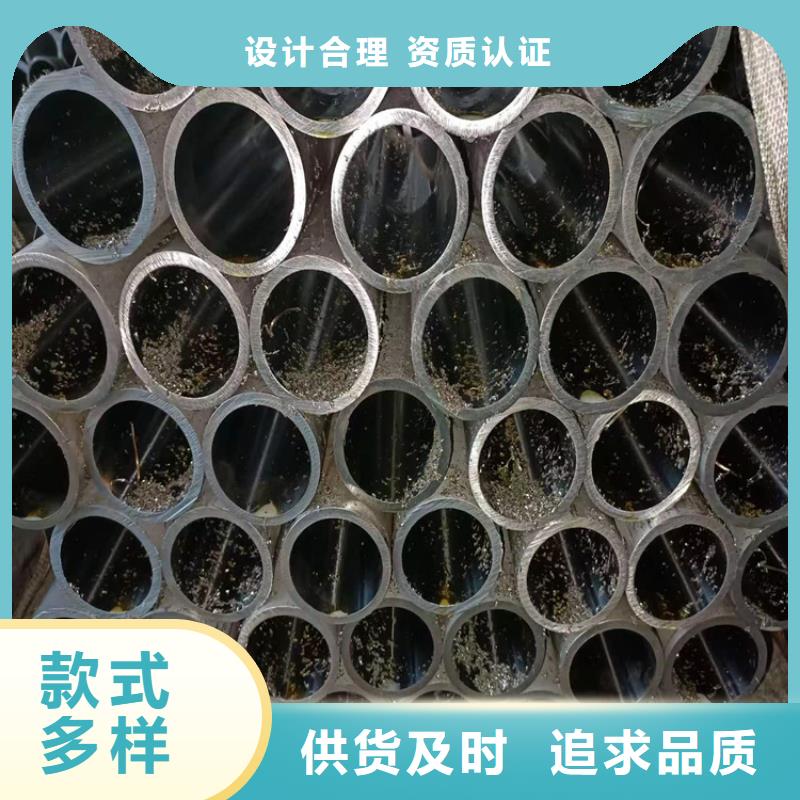



随州企业旺旺珩磨管绗磨管油缸管小口径绗磨管麻点缺陷处理 在加工之前表面会有很多的麻点,这是影响小口径绗磨管质量的重要因子,要想经过绗磨后获得质量好的液压油缸管 ,就需要对这些麻点进行修复。那么,小口径绗磨管表面缺陷的修复方法有哪些呢?1.加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2.优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3.热轧管内孔缺陷清理。
随州企业旺旺珩磨管绗磨管油缸管绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
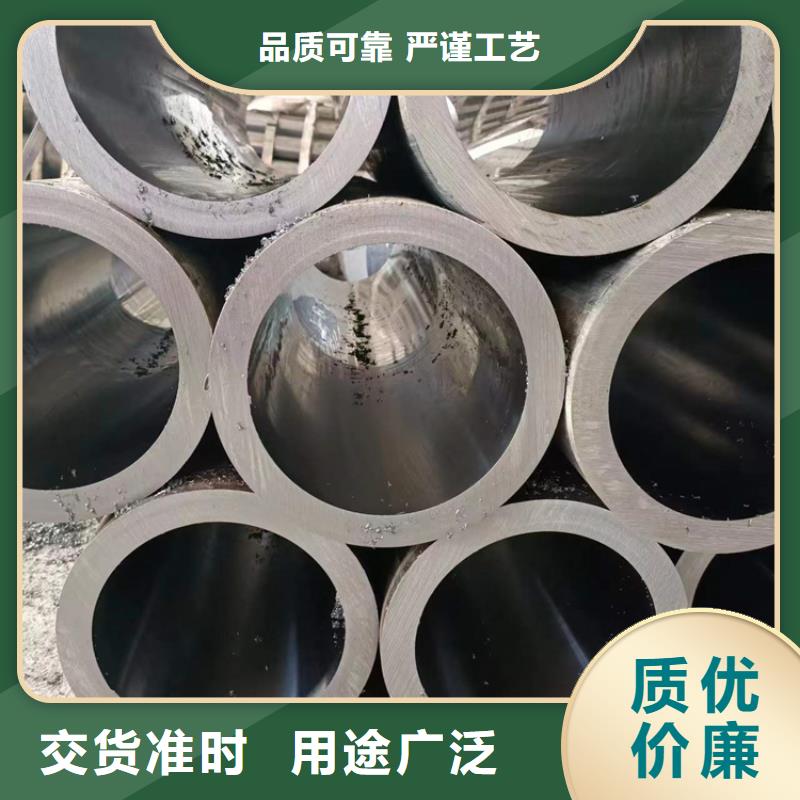
随州企业旺旺珩磨管绗磨管油缸管薄壁气缸管的日常工作原理主要是通过砂带上的沙粒产生一定的压力,在一定转速之下进行的表面研磨。通过砂带的上下移动对工件的上下表面来回磨削,达到一定效果。当然在研磨过程中要不断的加润滑油,进行冷却,以免影响工件表面加工质量。这样得到的工件只是粗加工的工件,想要更好精度的产品还需进行精加工处理薄壁气缸管和抛光管的区别绗磨其实也是抛光的一种方式不过绗磨只是专用在对圆孔的抛光方面。绗磨管抛光可以是对任何一种形状的物体表面进行粗糙度的精加工;内形或者外形都可以进行抛光,而绗磨只是对圆孔进行抛光。绗磨有专用的绗磨头,上面装上各种粗细的油石对内孔的表面进行抛光。绗磨并不能改变内孔与外形的同轴度或者孔对外形的相对位置,只是顺着孔的轴线对孔的内表面进行抛光,使孔的尺寸达到工艺的要求。
随州企业旺旺珩磨管绗磨管油缸管绗磨管厂家迅速准确的判断故障缸是非常重要的。其快速判断方法是:将装载机动臂落到底,然后启动发动机(机器处于空挡位置),将动臂操纵杆置于下降位置,加大油门根据松开动臂缸大腔接口处的漏油情况即可判断小腔油封的好坏。若大腔接口处漏油比较多,则说明该绗磨管封密封不良或油封损坏;若松开处接口不漏油可漏油很少,则说明该动臂缸小腔油封密封性能较好。大腔油封损坏,就会造成升起的动臂自动下落,其判断方法与小腔油封判定方法相反。绗磨管厂家也可用此法来判断装载机的翻斗缸或转向缸的某一绗磨管油封以及非对称式绗磨管筒(如挖掘机的斗杆缸、铲斗缸)的某一腔油封的密封情况小口径绗磨管内径绗磨光洁度多少 
