
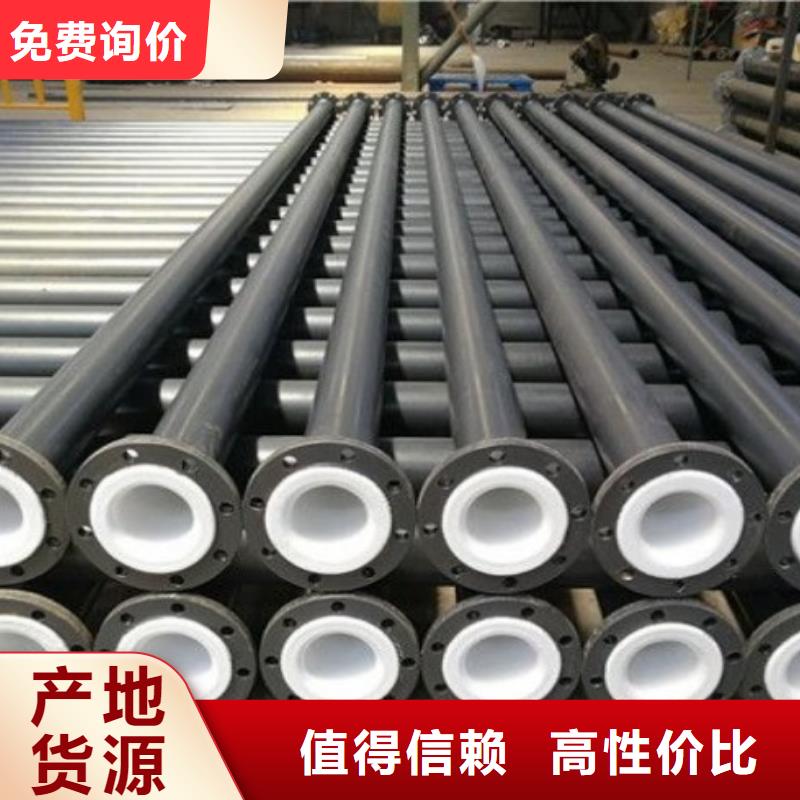




碳钢衬塑管道,不锈管衬塑管,给水衬塑管道的技术指标
一、衬塑管道工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 4mm DN125~200 5mm DN250~DN400 6mm。
二、衬塑管道技术要求:
1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。
碳钢衬塑管道,不锈管衬塑管,给水衬塑管道的使用温度
1 、钢衬聚丙烯管(GSF.PP)的介质工作温度:-20℃~105℃
2、钢衬聚氯乙烯管(GSF.PVC)的介质工作温度:-15℃~65℃
3、钢衬聚乙烯管(GSF.PE)的介质工作温度:-20℃~80℃
4、钢衬聚烯烃管(GSF.PO)的介质工作温度:-15℃~110℃
5、钢衬聚四氟乙烯管(GSF.F4)的介质工作温度:-100℃~250℃



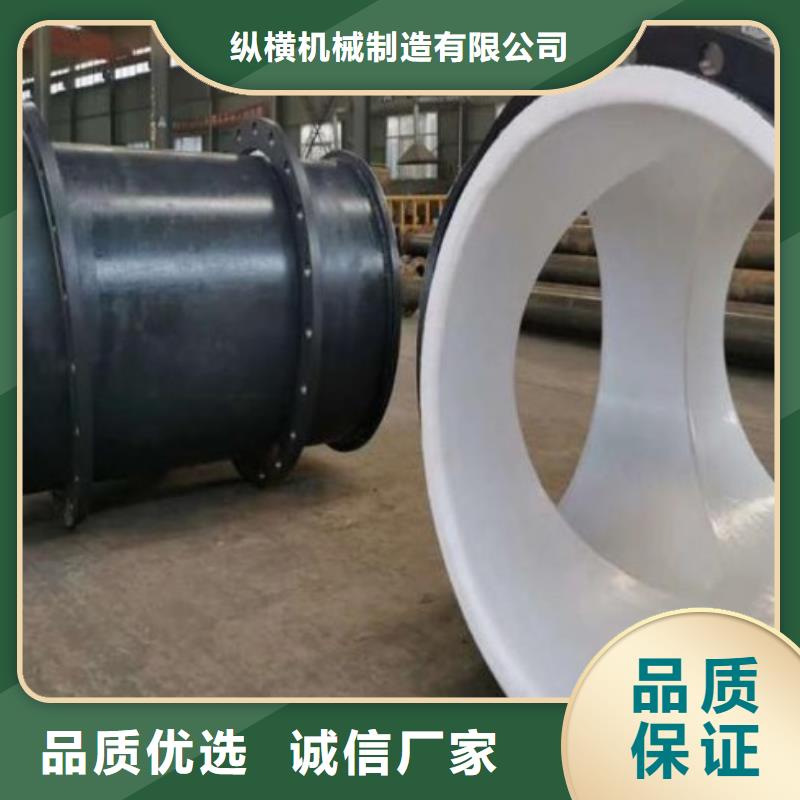
纵横机械制造有限公司(黔西南分公司)地理位置优越,交通便利,设备齐全,技术先进,实行严格的质量管理体系。 主要生产和供应各种 衬四氟管等几十个品种,上千个规格。



衬塑钢管生产工艺主要流程
1、流程简图
原材料 → 切割取料 → 修整 → 调直对眼→ 焊接 → 打磨除锈 → 分送入炉 → 自动加热 → 智能输料 → 旋转滚塑 → 回炉流平 → 表面修整 → 油漆 → 标识 → 包装 →入库;
文字说明
1、壳体半成品制作
按照公司生产计划和采购计划,购入各种符合要求的原材料,经理化检测后,按规定尺寸由金属管道专用切割机取料,把初取料用数控车床修整,经尺寸检验合格,利用法兰盘精度控制检测仪分别在直管和配件调直对眼机上进行法兰点焊,然后按规格大小分别用自动埋弧焊和气体保护焊焊接成壳体半成品。
2、打磨除锈处理
经检验合格后的壳体半成品用直压型开放式喷砂机进行内外表面除锈处理,除锈等级达到Sa3级,再将除锈后的壳体半成品内壁进行适度打磨,使钢管内壁呈毛玻璃状,以增加滚衬时塑料和钢管的粘接力和致密性,同时进一步除去焊渣和铁屑、铁锈,保证下道滚塑工序的产品质量。
3、加热滚塑
将经过预处理的壳体半成品按不同规格型号分别送入自动化加热炉加热,利用智能电子温控仪控制加热升温过程,以便壳体充分受热,热能控制仪显示壳体已达到设定热能状态后,利用智能输料控制器和自动定量送料机将设定的粉料送入钢管内壁,并在旋转装置中完成自动滚衬过程。
4、流平修整
将 步滚塑后的制成品转入另外一台设定温度相对较低的自动化加热炉,利用旋转装置在炉内缓慢转动,使粘附在钢管内壁表面未完全熔融的热塑性粉料进一步融化,在逐步降温冷却后出炉,并对外表面进行美观修整。
5、油漆包装
对已滚塑好的成品进行规定的各种型式试验,将检验合格的产品采用底漆、中漆、面漆三道油漆处理,并按标准标识和包装(油漆、标识和包装也可按客户要求)。
洛阳纵横机械制造有限公司是一家集科研、开发.生产、销售于一体的多元化复合型离新技术企业。企业致力于环保节能新型产品的开发、研究与应用,专业生产耐磨,防腐蚀管道与设备。产品分为超髙分子量聚乙烯系列、衬胶系列、衬塑系列等防腐耐磨系列产品,并具备工程测量、设计、生产、安装能力和完善的售后服务体系。
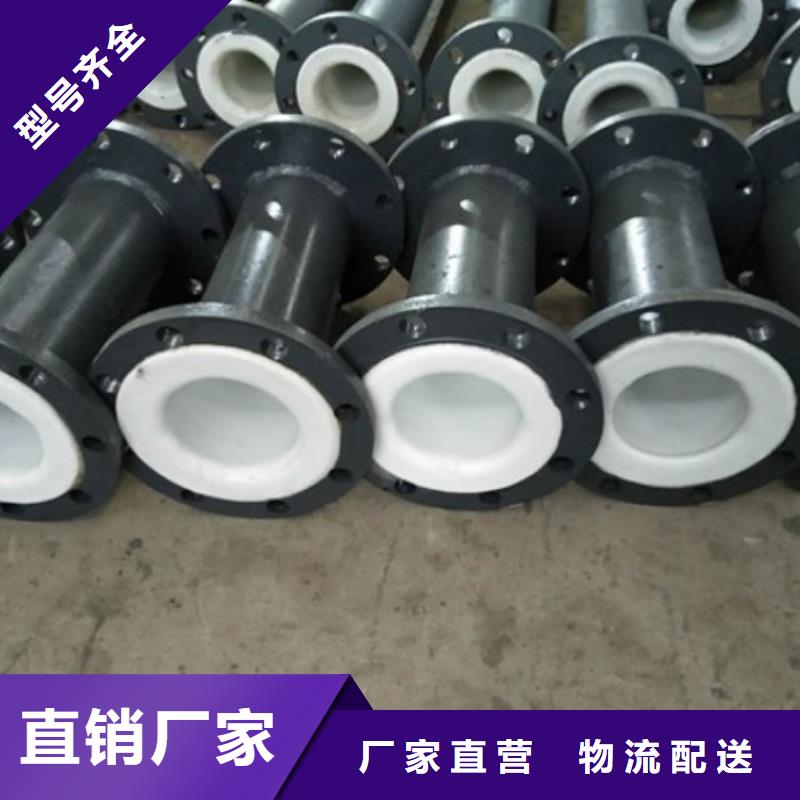
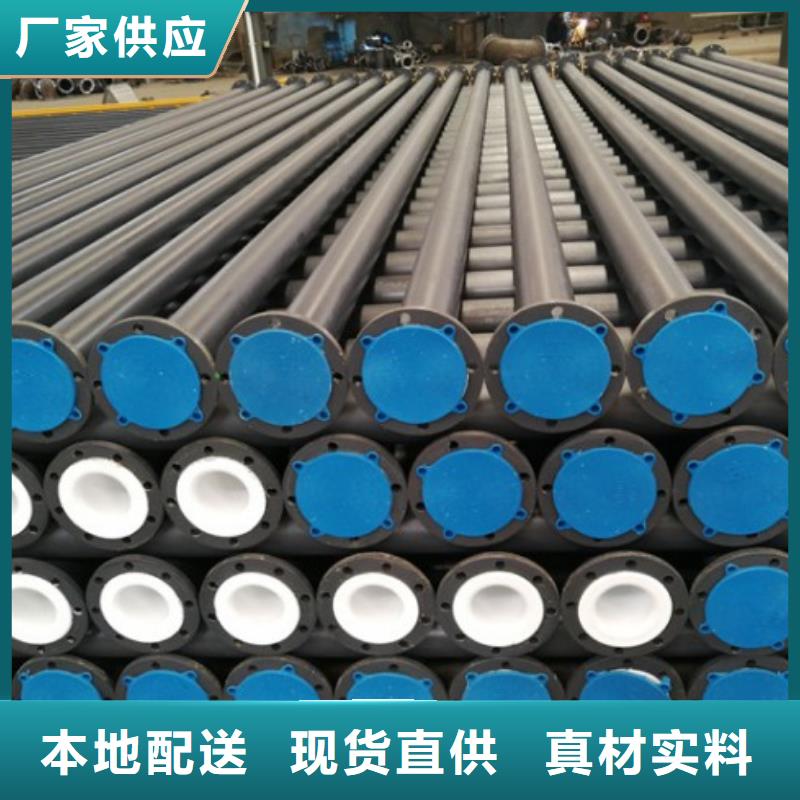
衬塑钢管系列产品是公司主导产品之一,该系列产品分为:衬塑钢管,钢衬(滚)管、钢衬(滚)PO管、钢衬PP管、钢衬PVC管、钢衬聚四氰乙烯管等,以及各种非标、成套系列衬塑设备。



衬塑管道生产过程中注意事项:
粉末状遍布匀称,震动小;假如原材料过多,应立即整洁,防止粗糙度或薄厚不匀,危害工艺性能的溶体流动性印痕。
在冷轧成形和制冷全过程中,应随时随地查验工艺性能,立即修补缺点。時间超出二十分钟(已凝结),严禁修补。
表层略不光滑或略波动平整,可选用火苗或热处理炉匀称加温,但防止因部分温度过高或烧黄。

