



直缝管无缝钢管欢迎来电询价视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:直缝管无缝钢管欢迎来电询价的图文介绍
管道发展的趋势是大口径、高强度。随着钢管直径的加大、所用钢级的提高,产生韧性断裂尖稳扩展的趋势越大。根据美国有关研究机构的试验表明,螺旋焊管与直缝焊管虽然同为一个级别,但螺旋焊管具有较高的冲击韧性。
输送管线由于输量的变化,在实际操作过程中,钢管是承受随机交变载荷的作用。了解钢管的低循环疲劳强度,对判断管线的使用寿命具有重要的意义。
按测定结果,螺旋焊管的疲劳强度与无缝管和电阻焊管相同,试验的数据与无缝管和电阻管分布在同一区内,而比一般的埋弧直缝焊管要高。


ERW管在国内发展很快。高频电阻焊直缝钢管要强化几何无缝化(刮去内、外毛刺)和物理无缝化(焊缝和热影响区的应力及改善物理性能)工艺优势,使焊缝包括热影响区达到或接近母材的性能,从而赶上无缝管的水平。这就拓宽了高频电阻焊直缝钢管的使用范围。例如:全世界一年消耗石油套管约800万t,其中一半是高频电阻焊直缝钢管。国外海洋用管、极地管线也是用高频电阻焊直缝钢管。欧洲锅炉管乃至一部分高压锅炉管也用高频电阻焊直缝钢管。在国外,城市中小口径燃气管线、中小口径油气管线 ERW管。此外,汽车管、机械管、网架结构管(圆、方矩形管)大量使用ERW管。这是由于ERW管尺寸精度高,并且与无缝管强度相同时,塑性、韧性更优良。国内高频电阻焊直缝钢管应当向高质量、高附加值方向发展。



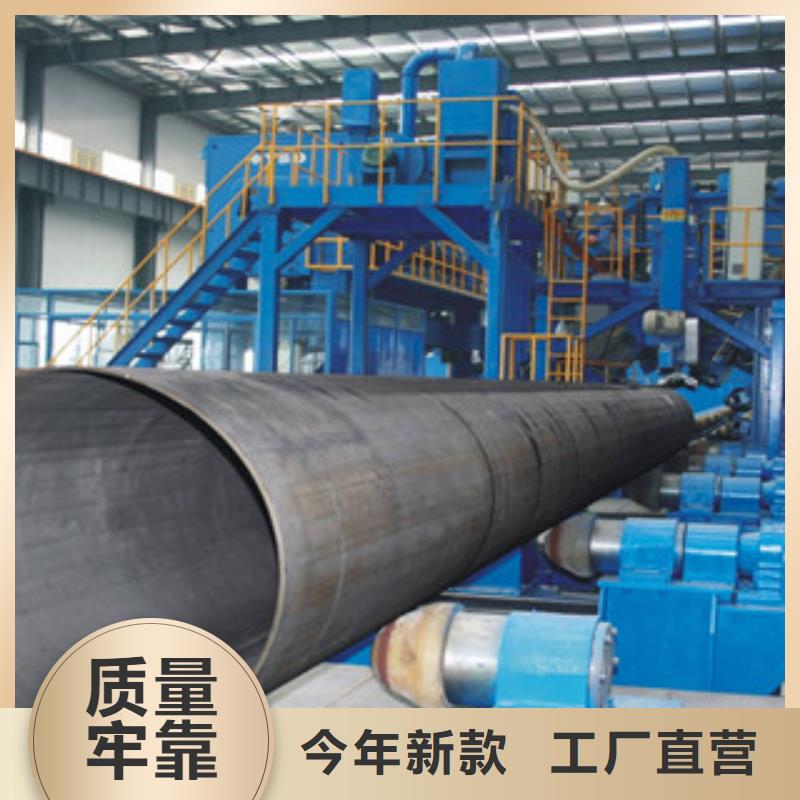
大口径厚壁直缝管的材质主要有Q235A、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80等。大口径厚壁直缝管的主要生产流程为板探-铣边-预弯边成型-预焊-内焊-外焊-超声波检验-X射线检查-扩径-水压试验-倒棱-超声波检验。采用的是埋弧焊焊接工艺。埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。当焊丝确定以后配套用的焊剂则成为关键材料,它直接影响焊缝金属的力学性能、抗裂性能、焊接缺陷发生率及焊接生产率等。不同材质的管材需要不同的焊丝进行配套使用。埋弧焊是当今生产效率较高的机械化焊接方法之一,它的全称是埋弧自动焊,又称焊剂层下自动电弧焊。大口径厚壁直缝管的外径以d表示,L表示长度。



钢兴钢管 (江苏省分公司)秉承“科技的光芒源于人性设计,创精的品牌源于产品品质”的经营理念。以卓越的品质,周到的服务和更具竟争力的价格,为社会,为客户提供 水泥砂浆防腐钢管产品的解决方案,并愿与所有关心创精、信赖创精的朋友一起,携手共创辉煌明天。



直缝电焊钢管以带钢为原料,通过一组成型机架连续成型为管状,然后用电阻加热或感应加热使带钢边缘部位处于熔融状态,在压力的作用下将接缝焊合而得到钢管。它能生产的产品 为Dmax<660.4mm,Smax<16mm,D/S>100。连续辊式成型是将管坯在具有一定轧辊孔型的多机架轧机上进行连续塑性弯曲而成管筒状,是一种应用广泛、优质的中、小口径电焊管成型方法。自然成型法:自然成型法也叫排辊成型法(CFE),该成型法的特点是在成型过程中,沿纵向在管坯的边缘外侧配置了轧辊群,以控制边缘延伸。同时轧辊群又从外侧来束缚管坯的边缘,将边缘延伸作为压缩变形的形式来吸收,使带钢的成形过程接近于自然弯曲形状的成型法。因此它是一种既能防止边缘延伸,又能吸收边缘延伸的成型法,适用于成型中口径薄壁管(D>400mm)。



