






一、钢筋笼加工方法介绍
钢筋笼传统加工方法以人工操作为主,除钢筋原材料切头,车丝由机器和人工辅助完成,其余工序如主筋定位,螺旋筋安装、定位等都在人工操作下完成,致使钢筋筋笼生产效率低,加工精度不够,合格率较低,两节钢筋笼因主筋定位误差较大造成对接安装较困难。
二、钢筋笼加工厂建设及设备简介
1、钢筋加工厂建设简介
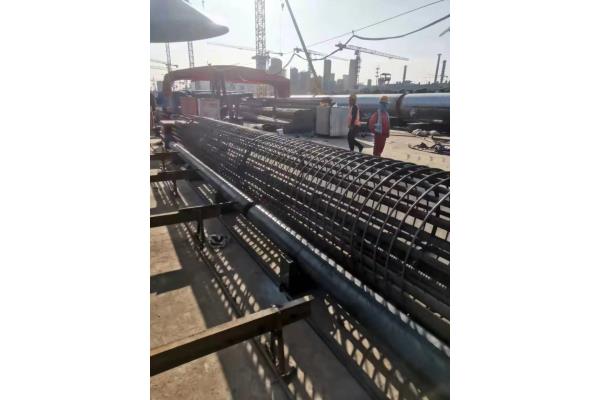
2、钢筋笼自动滚焊机设备简介
1)拖动导轨;(2)控制台;(3)拖动驱动系统;(4)主筋料架;(5)钢筋笼液压支撑装置;(6)固定旋转驱动机构;(7)移动旋转驱动机构;(8)主筋固定器;(9)主筋导管;(10)主筋承接分隔系统;(11)箍筋放线架;(12)箍筋矫直机构;(13)主筋上料系统
三、施工工艺简介
1、施工工艺流程
2、主筋切头及丝口加工
3、丝口检查及保护
每加工完成10个接头采用卡尺、螺纹环规对丝头加工质量进行检测,检查丝头螺纹牙型、丝头长度、螺纹直径是否满足规范要求。加工完成的接头采用专用保护套进行保护。
4、主筋上料
通过上料架或人工将加工好的主筋放入分料器,人工穿过固定盘模板,并在移动盘模板内通过固定螺栓将主筋锁紧。启动移动盘,进行箍筋缠绕及焊接。


全自动笼滚焊机优势特点
1. 钢筋笼骨架由盘拖动向后,盘筋不受影响。
2. 钢筋笼直径由相同直径的模板控制,一个工程通常需要2--7种模板;
3. 主筋间距决定于人工预先在你班上的布置的、与主筋根数相同数量的套管间距;
4. 当钢筋笼直径和主筋根数改变时,需要人工更换模板以及重新布置套管,约1小时;
施工质量方面经实践检验采用套筒连接法比较好,但使用之前应进行经济效益详细分析、核算。成本方面:主筋焊接法主要采用双面焊10D,钢筋浪费较大,采用套筒连接法,主要节约在钢筋接头和焊接人工上。好进行详细的成本测算(计算人工、机械、电费、工效、材料等综合费用)。
5. 外箍筋间距取决于行走电机与电机只转速比,可由1台PLC和3台变频器来设定与调节,对电机的同步性有较高要求;
6. 配有多组液压支撑装置,防止钢筋笼因自重;
7. 配有多组料盘,防止生产中主筋错乱;
8. 为减轻人工劳动强度和施工形象,链条式主筋自动上料机构和自动焊接机械手可提供用户选择(不)。



在上述的一种钻孔灌注桩钢筋笼对中装置中,所述的十字筋交叉处与钢筋笼顶端距离为五米。
与现有技术相比,本实用新型具有如下优点:
以桥梁钻孔灌注桩工程为例,在钢筋笼距桩顶五米的位置焊接十字筋,在交叉处通过吊绳栓一浮标,钢筋笼下放至孔内,由于孔内水泥浆的浮力,使得浮标露出水面,通过检测浮标的位置可直观的发现钢筋笼下放是否偏位,标高是否到位,因此本装置安装简捷,而且操作简单,并能准确安装钢筋笼。
1、钢筋笼;11、加长筋;
2、十字筋;
3、浮标;31、吊绳;
4、定位筋;41、定位环;42、套环。



建贸机械 有限公司(海口分公司)常年生产销售各种材质与规格的 液压劈裂机, 液压劈裂机生产厂家,可定做各种型号 液压劈裂机,,欢迎来人来电洽谈业务。


