



航萧管件
 你是否知道弯管的这个知识弯管是改变管道方向的管件,在管道交叉,转弯和绕梁等地方都可以看到弯管,煨制弯管具有柔韧性好,耐高压,低阻力的优点。因此,它经常在建筑中使用。
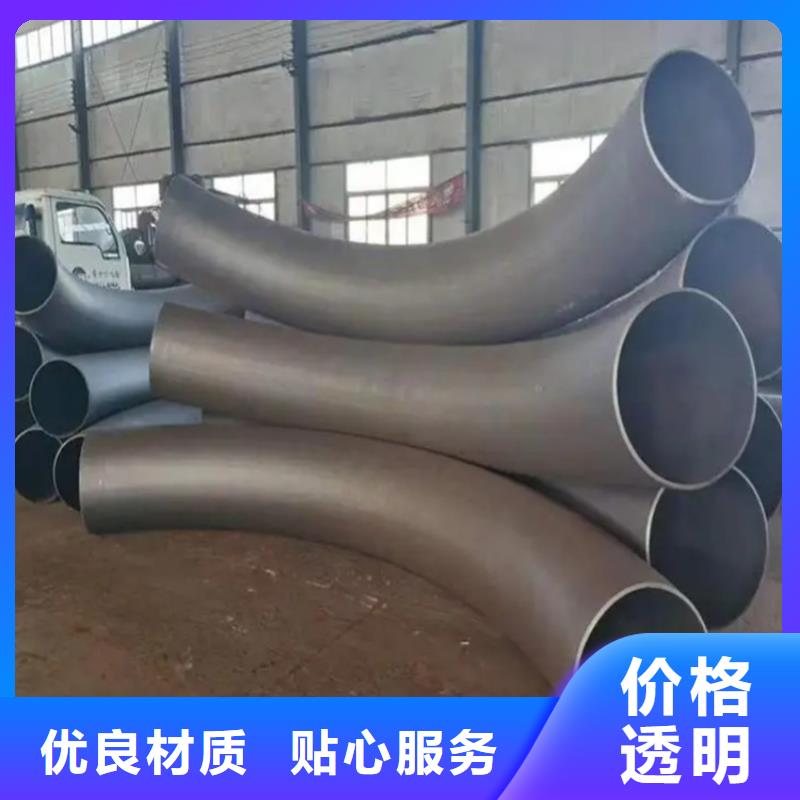
弯管的主要形式是:各种角度的弯管,U形管,来回弯(或称乙字弯)和弧形弯管等,弯管是具有任意弯曲角度的管件,在弯管时使用。弯管的弯曲半径用R表示,当R越大,管道的弯曲部分越大,弯曲越平滑;当R较小时,管的弯曲部分较小,并且弯曲较锐利。
来回弯的管子的弯曲末端的中心线之间的距离称为来回弯曲的高度,用字母h表示,来回弯是具有两个弯曲角度(通常为135°)的管件。
U形管是一种半圆形的管件。管两端的中心线之间的距离d等于弯曲半径R的两倍,U形管可以代替两个90°弯头,通常用于连接两个圆形的翼形散热器。
弧形弯管是具有三个弯曲角度的管件,侧面角度为135°,中间角度通常为90°。弧形弯管用于绕过其他管道,而弧形弯管通常用于对带有冷热水供应的卫生设备进行管道输送。
弯管的尺寸由管径,弯曲角度和弯曲半径决定,根据图纸和施工现场的实际情况确定弯曲角度,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求,样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应根据管道直径,设计要求和相关规定确定,它既不应该太大也不应该太小。由于弯曲半径太大,不仅要使用大量的材料,而且在管道的弯曲部分也要占用较大的面积,这会给管道的组装造成困难。如果选择的弯曲半径太小,则由于过度伸长而使弯管后面的管壁变薄,其强度降低,并且弯管的内管壁被压缩,形成褶皱状态。因此,一般规定,焊接弯管的弯曲半径应不小于管外径的1.5倍;冲压弯管的弯曲半径不应小于管道的外径;冷煨弯管的弯曲半径应不小于管外径的4倍;热煨弯管的弯曲半径应不小于管外径的3.5倍。
弯管时,一般规定管子弯曲后,管壁减薄率不得超过15%,这样的目的是为了使管子弯曲后不对原有的工作性能有过大改变。
你是否知道弯管的这个知识弯管是改变管道方向的管件,在管道交叉,转弯和绕梁等地方都可以看到弯管,煨制弯管具有柔韧性好,耐高压,低阻力的优点。因此,它经常在建筑中使用。
弯管的主要形式是:各种角度的弯管,U形管,来回弯(或称乙字弯)和弧形弯管等,弯管是具有任意弯曲角度的管件,在弯管时使用。弯管的弯曲半径用R表示,当R越大,管道的弯曲部分越大,弯曲越平滑;当R较小时,管的弯曲部分较小,并且弯曲较锐利。
来回弯的管子的弯曲末端的中心线之间的距离称为来回弯曲的高度,用字母h表示,来回弯是具有两个弯曲角度(通常为135°)的管件。
U形管是一种半圆形的管件。管两端的中心线之间的距离d等于弯曲半径R的两倍,U形管可以代替两个90°弯头,通常用于连接两个圆形的翼形散热器。
弧形弯管是具有三个弯曲角度的管件,侧面角度为135°,中间角度通常为90°。弧形弯管用于绕过其他管道,而弧形弯管通常用于对带有冷热水供应的卫生设备进行管道输送。
弯管的尺寸由管径,弯曲角度和弯曲半径决定,根据图纸和施工现场的实际情况确定弯曲角度,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求,样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应根据管道直径,设计要求和相关规定确定,它既不应该太大也不应该太小。由于弯曲半径太大,不仅要使用大量的材料,而且在管道的弯曲部分也要占用较大的面积,这会给管道的组装造成困难。如果选择的弯曲半径太小,则由于过度伸长而使弯管后面的管壁变薄,其强度降低,并且弯管的内管壁被压缩,形成褶皱状态。因此,一般规定,焊接弯管的弯曲半径应不小于管外径的1.5倍;冲压弯管的弯曲半径不应小于管道的外径;冷煨弯管的弯曲半径应不小于管外径的4倍;热煨弯管的弯曲半径应不小于管外径的3.5倍。
弯管时,一般规定管子弯曲后,管壁减薄率不得超过15%,这样的目的是为了使管子弯曲后不对原有的工作性能有过大改变。
 廊坊拉弯厂家用心服务
廊坊拉弯厂家用心服务
 弯管制做工艺:冷弯型钢与热弯机有什么不同点。做为大部分领域都是会采用的商品,弯管 一直以来在市面上面有着极高影响力,并且通过制做工艺持续的升级、更新换代,令商品总体品质都是有显著提高,可是以工艺技术性来讲,现阶段关键分成冷弯型钢、热弯机二种不一样的方式,虽然制做出來的商品同样,殊不知制作过程却有差别。
弯管制做工艺:冷弯型钢与热弯机有什么不同点
一:制做专用工具不一样
冷弯型钢与热弯的工艺差别,取决于制做专用工具不一样,以冷弯型钢来讲,是以弯管机模套做为制做步骤的关键,可是热弯机则是以沙子及其弯折商品的相对应专用工具开展制做,这也促使制做商品时须要留意的关键点、关键都造成了差别。
二:制做率不一样
毫无疑问,现阶段制做弯管的工艺广泛以冷弯型钢为主导,缘故已经于这一工艺技术性的制做率,因为使用了工业设备的能量,可以确保加工厂短时间生产制造很多产品,虽然热弯机也会应用到相对应专用工具与机器设备,可是在率层面显而易见就不够与冷弯型钢相较为。
三:相同点:加温
虽然冷弯型钢与热弯机工艺在制做弯管步骤中有差别,可是二种方式在制做商品时都必须开展加温,仅仅加温的方法各不相同,冷弯型钢工艺是应用设备开展中频感应加热,而热弯机工艺则是以一般方式加温管道。
无论冷弯型钢,热弯机,只需可以制造出可以用、性的弯管,工艺的挑选事实上并不是问题,换句话说,工艺并不决策商品的品质,反而是制做资金投入的原材料才算是刚性要素,具有了不可忽视的大功效。
弯管制做工艺:冷弯型钢与热弯机有什么不同点。做为大部分领域都是会采用的商品,弯管 一直以来在市面上面有着极高影响力,并且通过制做工艺持续的升级、更新换代,令商品总体品质都是有显著提高,可是以工艺技术性来讲,现阶段关键分成冷弯型钢、热弯机二种不一样的方式,虽然制做出來的商品同样,殊不知制作过程却有差别。
弯管制做工艺:冷弯型钢与热弯机有什么不同点
一:制做专用工具不一样
冷弯型钢与热弯的工艺差别,取决于制做专用工具不一样,以冷弯型钢来讲,是以弯管机模套做为制做步骤的关键,可是热弯机则是以沙子及其弯折商品的相对应专用工具开展制做,这也促使制做商品时须要留意的关键点、关键都造成了差别。
二:制做率不一样
毫无疑问,现阶段制做弯管的工艺广泛以冷弯型钢为主导,缘故已经于这一工艺技术性的制做率,因为使用了工业设备的能量,可以确保加工厂短时间生产制造很多产品,虽然热弯机也会应用到相对应专用工具与机器设备,可是在率层面显而易见就不够与冷弯型钢相较为。
三:相同点:加温
虽然冷弯型钢与热弯机工艺在制做弯管步骤中有差别,可是二种方式在制做商品时都必须开展加温,仅仅加温的方法各不相同,冷弯型钢工艺是应用设备开展中频感应加热,而热弯机工艺则是以一般方式加温管道。
无论冷弯型钢,热弯机,只需可以制造出可以用、性的弯管,工艺的挑选事实上并不是问题,换句话说,工艺并不决策商品的品质,反而是制做资金投入的原材料才算是刚性要素,具有了不可忽视的大功效。
 航萧管件
管件常见弯管方法及其7种弯管方式详解。管件常见弯管方法及其7种弯管方式详解
接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种
简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。
辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。
辗压式旋转:用竖柱式或竖式弯曲机弯曲
模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。
带纠正的折弯:这类折弯方式水管不容易挤扁。
芯轴式挤弯:这类挤弯一般为热挤
拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。
航萧管件
管件常见弯管方法及其7种弯管方式详解。管件常见弯管方法及其7种弯管方式详解
接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种
简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。
辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。
辗压式旋转:用竖柱式或竖式弯曲机弯曲
模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。
带纠正的折弯:这类折弯方式水管不容易挤扁。
芯轴式挤弯:这类挤弯一般为热挤
拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。

