





纵横机械制造有限公司(湖北分公司)应对全球化的经济发展,以先进的管理理念,及时的信息,努力为 衬四氟管客户提供便捷,有效的资源。公司发扬以优质的服务为目标,靠诚实守信获双赢的经营理念,坚持以人为本的企业文化,推崇“尊重个人,服务客户,追求卓越”的原则,凭借创新领导管理层,稳定的员工队伍,完善的管理制度,与快速发展的企业信息化建设,与客户建立长期的合作关系。



衬胶管道应用领域:
电力系统:火力发电厂的粉煤灰排放、化学水循环系统、除硫系统。
煤炭工业:煤粉、水煤浆的输送,矿井的送风、排风、排水系统、脱硫系统。
化工行业:强酸、强碱等高腐蚀性介质的输送,盐化工的卤水、盐浆、原盐的输送。
石油开采:原油输送,天然气集输,污水回灌。
冶金工业:焦炭粉、矿粉、矿浆及冶炼油废渣的输送。
矿山行业:浆体输送管道、煤矿井下高压供水、供气管线。
疏浚工程:江、河、湖、港口、码头等清淤工程输送泥沙。
海洋工程:海水淡化中输送海水、淡水。
市政工程:污水处理、生活供水及煤气、天然气输送。
公司专注从事电厂衬胶管道、耐磨衬胶管件多年经验,激励员工奋发图强,争取在以后的发展道路上更上一层楼!由于耐磨衬胶管道的优异性能,使其在电厂、化工厂、电镀厂等行业被广泛使用。耐磨衬胶管道道在一定的范围内已经逐渐替代不锈钢制品和钛金属制品,具有价格优廉、质量优良等特点,是新一代理想的耐蚀、防腐产品。
目前越来越多的商家逐步采用衬胶管道等相关产品,衬胶管道抗腐蚀性强耐用,能够更好地保护管道不被侵蚀,为越来越多的人所接受。
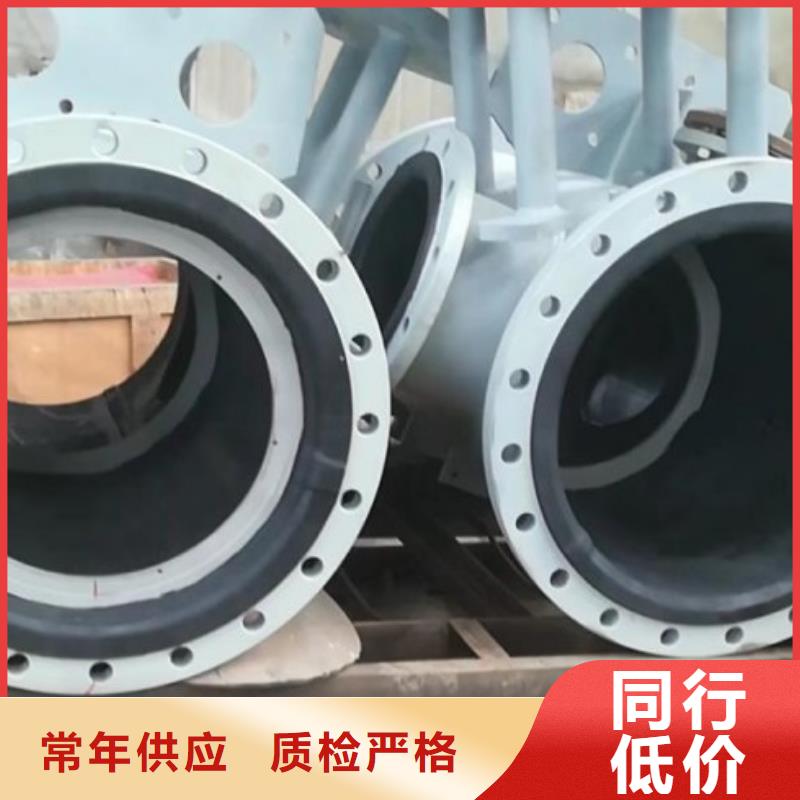
衬胶管道的介绍:衬胶管道是一种外部以钢或者硬质结构为管道骨架,以耐磨、防腐、 耐温等性能优异的橡胶做为衬里层,将金属特性和橡胶特性合二为一,形成了 刚柔相济的管路设备。
衬胶管道的工作原理:运用橡胶的“以柔克刚”,解决主要以耐磨性能为主的管道衬里,以橡胶的耐腐蚀性和耐高温性很高的对输送管路起到保护作用。通过橡胶自身物理和化学性能从而减少了管路输送介质 对外部结构的作用如冲击力、腐蚀等,使管道具有高强度、高耐磨、高防腐和 耐高温等性能,大大延长了管路的使用周期,减少的使用者的成本。
衬胶管道输送管道主要分为以下几个部分:衬胶直管、衬胶弯头、衬胶三通、衬胶异径管、衬胶大小头、蝶阀等衬胶管件。
衬胶管道运行过程中会有某些特殊位置的管件更易损坏,所以就需要做好备用管件提前更换维修。
衬胶管道中哪些管件易损?
1.衬胶异径管和大小头:这种管件主要用在输送泵与衬胶管道之间,泵的入口位置直接装置。输送泵的入口越大,说明输送泵的使用频率越大,如果输送衬胶管道口径小于输送泵出口的话,可以用衬胶异径管或大小头起到增加扬程和延长输送管线,因此衬胶异径管在此位置装置小端会受到相当大的冲击力,极易出现损坏:
2.衬胶弯头:由于介质在直线管道中高速运行,突然受到前方弯曲所带来的阻力会对衬胶弯头阻挡部位造成相当大的冲击,就是衬胶弯头的圆弧部位凸起,因此衬胶弯头部件也很容易损坏之一:
3.衬胶多通、异形三通等:相对于以上两种损坏机率相对较小。衬胶多通、异形三通等根据使用情况不同使用周期也不同。为了不影响输送管道正常的设备运行,建议在购买初期备用一些易损管件,方便及时更换。
衬胶钢管生产厂家对原料6点要求
1.用于制作衬胶管道所用钢管、管件必须有出厂合格证,并从同一批量中抽取2%(不少于2件)进行校验性试验。材料的试验结果中如有一个试样不合格时,需另取双倍数量试样进行不合格项目的复检。复检结果即使有一个试样不合格,则该批钢管或管件要逐个进行试验。
2.钢管、管件的内外表面不得有裂缝、褶皱、发纹和结疤等缺陷存在,若有这些缺陷应都去除掉,去除后壁厚和外径不得超过允许的负偏差。
3.丁基橡胶板的质量应符合:胶板质量应符合GB5575《化工设备衬里用未硫化橡胶板》的规定。
4.衬里用橡胶板表面不允许有油污染物。
5.配胶浆用的胶片应全部溶于溶剂中,不得出现结块、沉淀或翻花现象。
6.配制好的胶浆应是粘稠状液体,存放时不应呈凝胶状态。



防腐衬胶管道设计、制造有哪些要求?
1.防腐衬胶管道的设计应便于设备制造,衬里施工及检验。
2.防腐衬胶管道设备的钢度应保证其施工及使用中不变形。
3.防腐衬胶管道设备的所有加工及实验应在衬里施工前进行。
4.防腐衬胶管道设备设计时,应为衬里厚度留出余量。
5.设备的受衬表面应圆滑过渡。菱角和边缘的圆弧半径不小于5㎜,特殊要求不小于3㎜。
6.衬里设备不应采用铆接、螺栓、螺纹连接。特殊要求,可采用埋头铆钉铆接。
7.密封容器至少应设置二个人孔,人孔的直径应不小于450㎜。
8.设备不能采用外部直接加热,设备内喷淋管和加热装置距衬里应不小于100㎜。喷淋管和导管引入的介质不能直接冲刷衬里面。
9.配管应便于施工,支管、接管应尽量短。管端设计成焊接法兰或活套法兰。
10.防腐衬胶管道管子直径应不小于25㎜。管径小于450㎜时,应采用无缝钢管。
11.弯管、弯头的弯曲半径应不小于公称直径3.5倍。弯曲角度应不小于90°,且只允许在一个平面内弯曲。
12.焊接工艺应避免衬里一侧形成气孔,不应采用非连焊接、搭焊接。
13.焊缝表面应光滑,焊缝高度应不大于3㎜,焊缝不应有咬边、裂纹、表面孔洞、焊瘤、未焊透等缺陷。
14.焊缝不得用树脂、腻子、低熔点的钎焊和铜焊补焊。
15.铸铁设备表面应光滑、致密、无熔渣、型砂、夹渣、缩孔、结疤、裂纹、气泡、毛刺等缺陷。
洛阳纵横机械制造有限公司("纵横制造")是一家集科研、开发、生产、销售于一体的多元化复合型离新技术企业。
企业致力于环保节能新型产品的开发、研究与应用,专业生产衬胶管道、电厂脱硫衬胶管、衬塑管道、衬胶管件、衬塑管件等。产品分为衬胶系列、衬塑系列、储罐系列,防腐系列等防腐衬塑系列产品,并具备工程测量、设计、生产、安装能力和完善的售后服务体系。



衬胶管道制作流程:
1. 喷砂。经检验合格,可以进行衬胶施工的罐体,用吸入式喷砂法进行喷砂除锈。操作风压不低于0.4~0.5Mpa,所用铜渣(粒径1.5~2.5mm)干燥后才能使用。喷砂自上而下进行。喷砂操作必须连续,单台罐体必须当天喷完。罐体体不允许有漏喷现象,粗糙度达到HG32-90《橡胶衬里化工设备》中规定的SA2.5级。罐体里铜渣等各种杂质必须立即清理干净。
2. 清洗。整个罐体喷砂完工后,用毛刷刷去表面浮尘,边刷边用甲苯等溶剂清洗一遍。胶板粘接面(毛面、有细花纹)同时用甲苯等清洗一遍。
3. 涂固化剂。等溶剂挥发干(约10~20min)后,立即涂上固化剂璜时得HSD-450。固化剂薄薄、稀稀地涂上一遍。涂刷要均匀,不允许漏刷、堆积。罐体刷过固化剂,等挥发干后(约25~40min),即可涂刷胶粘剂。刷过固化剂的罐体,不得受水、潮气、溶剂等侵害和污染,应在10h内涂完胶粘剂,多不能超过24h。
4. 胶粘剂的配制。固化剂的重要百分比为4%~5%。每次称取璜时得LDJ-246胶粘剂2.4kg,加入HSD-450固化剂一小瓶100g,边倒边用刷子搅拌均匀。用刷子沾胶粘剂感觉一下,一提取即往下流、不堆积则正好。若粘度大,可加入甲苯稀释。配制的胶粘剂必须在4h内用完。
5. 胶板下料。先照罐体下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为厚度的3~3.5倍,坡口处用于提砂轮机打磨。粘合面应保持清洁,不干净处用甲苯清洗。
6. 涂胶粘剂。在钢板、胶板粘接面(毛面、有细花纹)各均匀地涂刷两遍,不得有堆积、漏刷现象。等胶粘剂挥发达“触干”(用于指粘试,溶剂挥发干但仍有粘性,约20~40min),即可粘贴胶板。涂过胶粘剂的钢板、胶板,一定要在60min内粘贴完。
7. 衬贴胶板。胶板粘面往钢板上贴覆,粘贴后,用压辊滚压,压实压紧,用橡皮锤轻轻振打。坡口搭接方向顺液体搅拌流动方向(顺时针方向)。胶板不得起皱或受力变薄。补贴顺序:顶→罐体四壁→底部。罐体刷过固化剂,等挥发干后(约25~40min),即可涂刷胶粘剂。顶、四壁衬胶完毕、检验合格后,方可拆除脚手架进行底部衬胶。
8. 修补、检验和保养。胶板衬贴后,进行检查。若衬胶损坏,必须将胶板割除,用丙酮将修整面清洗,然后重衬。凡有气泡的地方,要从接口处拉开放气,然后重新刷胶贴合。单台罐体衬胶完工后,必须至少停放240h后,才能投入生产使用。
9. 结束语
冷法耐磨橡胶衬里可在现场施工,受衬设备不需运输,对保护设备壳体,延长设备寿命,防酸、防腐、防磨,密封防泄等起到积极作用。在多项工程案例中证实,冷法橡胶衬里未出现脱胶、翘边、起鼓、开裂、磨通等不良现象,获得成功。因此,冷法耐磨橡胶衬里非常值得在有色、黑色矿山、化工、冶金、煤炭、建材、化肥等行业推广应用。
