





焊接性
指管材在特定结构和工艺条件下通过常用焊接方法获得预期质量要求的焊接接头的性能。焊接性一般根据焊接时产生的裂纹敏感性和焊缝区力学性能的变化来判断。
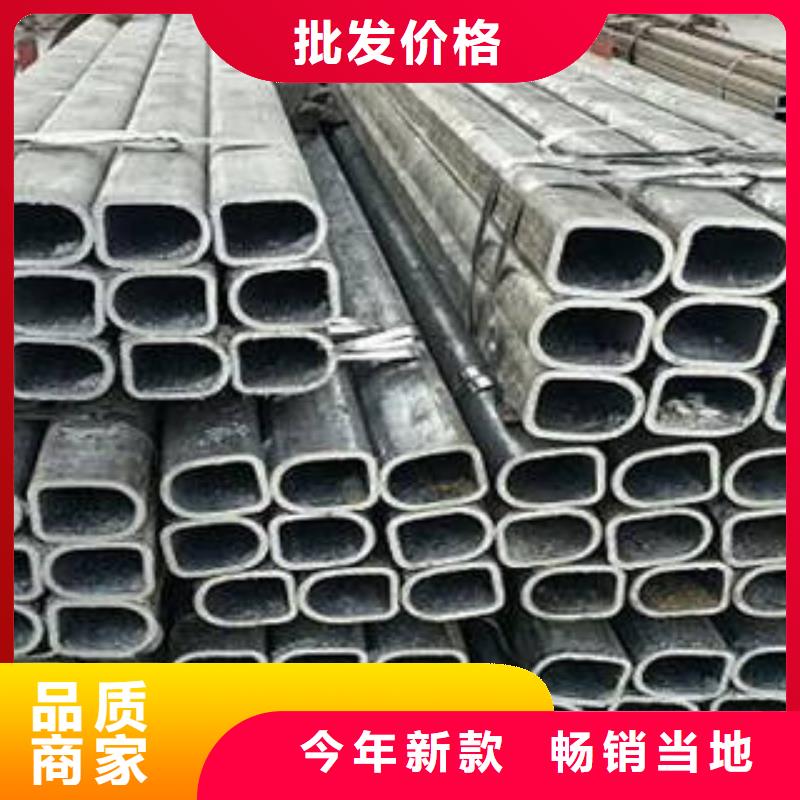
冲压性
指异型管经过冲压变形而不发生裂纹等缺陷的性能。为保证制品的质量和工艺的顺利进行,用于冲压的金属板、带等必须具有合格的冲压性能。
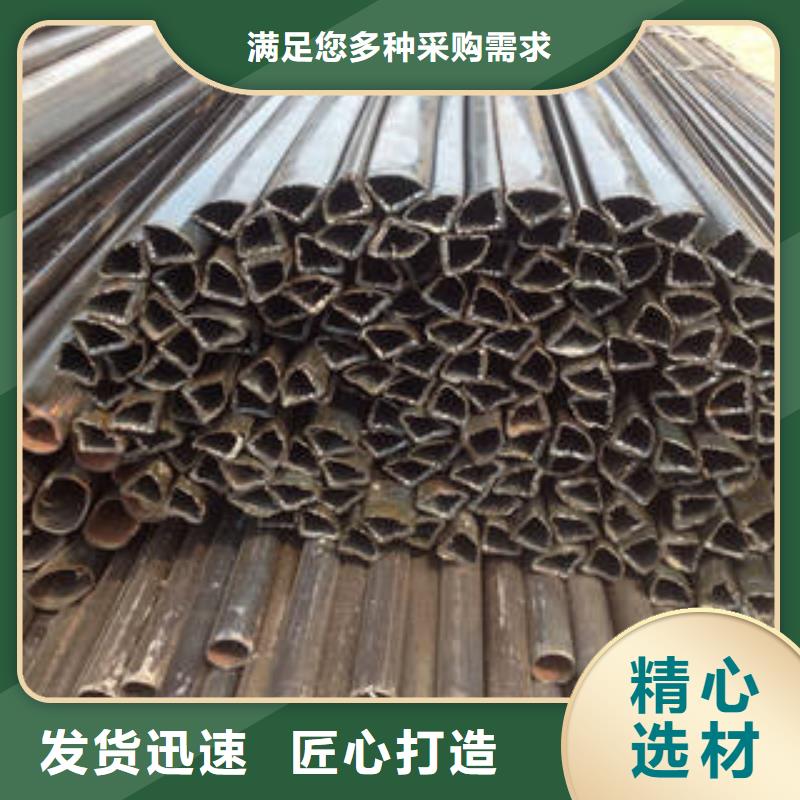
冷弯性
异型管材料在常温下能承受弯曲而不破裂的性能,称为冷弯性。出现裂纹前能承受的弯曲程度愈大,则材料的冷弯性能愈好。



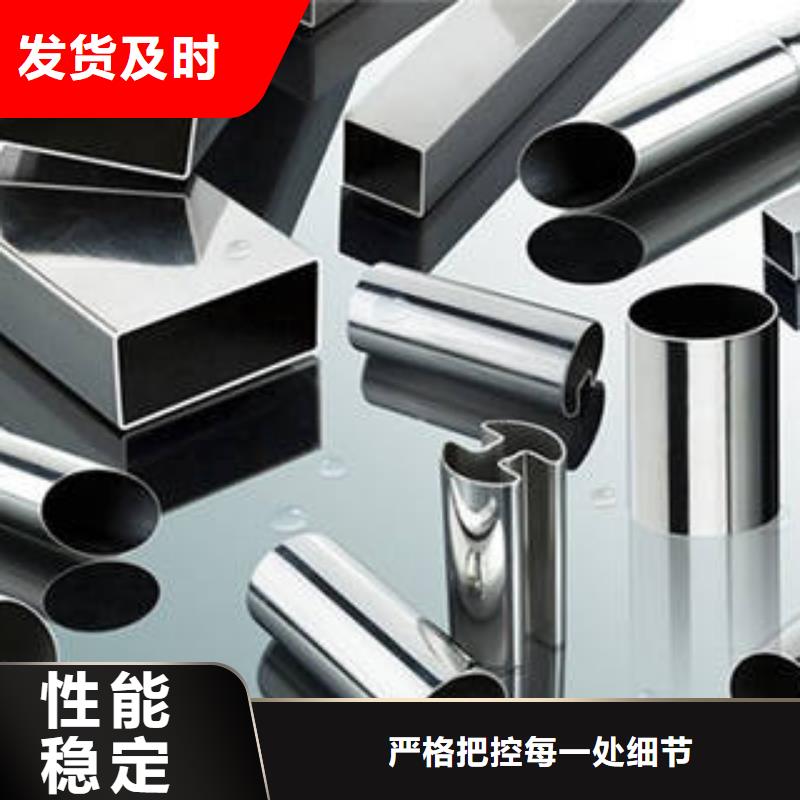
避免不锈钢异型管开裂的八点措施
我们在加工、焊接不锈钢异型管时,可能会遇到管材开裂等故障。要解决这些问题,我们可以采取以下八点措施:
(一)不锈钢异型管可能会因为材料清洁度不够而发生开裂,这时提高材料的清洁度。
(二)焊接部位切边不良,导致焊接部位不良,所以在切断管材时应多加注意。
(三)如果没有注意保护及助燃气体的使用,会使异型管的焊接部位氧化导致开裂,所以要保护及认真管理好气体。
(四)不锈钢材料延伸率不够造成的故障,可能通过退火正常处理解决。
(五)如果管材焊接部位存在油分、水分、灰尘等污染,我们可以去除焊接污染后设定适当的焊接速度。
(六)扩管速度快也会导致异型管发生开裂故障,所以应该适当调整扩管速度。
(七)管材加工时若是采用超过了材料成形的极限加工方式也会造成故障,所以要保持在成形极限内加工。
(八)不锈钢异型管若是存在焊接不良,会导致未焊接上的情况发生,所以要设定合适的焊接条件

高温辐射
异型管炉内温度为1700℃左右有很强的热辐射,而车间中炽热的钢渣、钢水和钢锭均可放散出大量的热。为防止高温、热辐射对工人的危害,应设立多种隔热设备,平炉炉门可用水冷式炉门。车间内应设有移动式石棉遮热板,机械加料时,可用隔热材料将司机室的四周与热源隔绝。在操作室内可装冷风机进行制冷空调,以达到降温的目的。车间应设置有组织的自然通风, 能将气流送到炼钢工人被照射的部位,或从炉前两侧吹送水雾。此外,还应供给工人防热工作服及含盐饮料,设置半身淋浴以及良好的休息场所,尽可能设置制冷空调工作休息室。


热处理残余力是指管材经热处理后终残存下来的应力,对形状,尺寸和性能都有极为重要的影响。当它超过材料的屈服强度时便引起变形,超过材料的强度极限时就会造成开裂,这是它有害的一面,应当减少和。但在一定条件下控制应力使之合理分布,就可以提高机械性能和使用寿命,变害为利。
我们在处理异型管的热处理应力时,应该注意以下六个要点:
(一)当热应力占主导地位时,应力分布为心部受拉、表面受压;当异型管的组织应力占主导地时应力分布为心部受压、表面受拉。
(二)渗碳使表层马氏体开始转变温度点下降,可导至淬火时马氏体转变顺序颠倒。心部首先发生马氏体转变而后才波及到表面,可获得表层残余压应力而提高抗疲劳强度。
(三)复合表面强化工艺可使表层残余压应力分布更合理,可明显提高异型管的疲劳强度。
(四)异型管热处理过程中产生的应力是不可避免的,而且往往是有害的。但我们可以控制热处理工艺尽量使应力分布合理,就可将其有害程度降低到 限度,甚至变有害为有利。
(五)在高淬透性钢件中易形成纵裂,在非淬透性工件中往往形成弧裂,在大型非淬透工件中容易形成横断和纵劈。
(六)渗碳后进行等温淬火可保证心部马氏体转变充分进行以后,表层组织转变才进行。使异型管获得比直接淬火更大的表层残余压应力,可进一步提高疲劳强度。



浩融金属制品厂有限公司(梧州分公司)主要经营 镀锌管等产品,业务遍及全国各个省市,是国内 镀锌管企业主要供货商!我司成立以来一直致力于 镀锌管产品的市场开发与经营,公司凭借“、、诚信、优质”的企业经营宗旨,在业内树立了良好的信誉。在保证产品质量的前提下快速将货物送到客户厂内、保证货物的同时也提高了客户生产进度。公司信誉至上保证客户无后顾之忧、品种丰富保证客户产品的需要。公司将秉承“诚信为本、共利同赢”的经营理念,愿与广大客户通力合作,共同发展,实现共赢!



工件可放置在封闭的空间(经抽真空或内部气体环境在控制下);
激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;
可焊材质种类范围大,亦可相互接合各种异质材料;
易于以自动化进行高速焊接,亦可以数位或电脑控制;
焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰;
不受磁场所影响(电弧焊接及电子束焊接则容易),能的对准焊件;
可焊接不同物性(如不同电阻)的两种金属;
不需真空,亦不需做X射线防护;
若以穿孔式焊接,焊道深一宽比可达10:1;
可以切换装置将激光束传送至多个工作站



