

云海旭金属材料有限公司
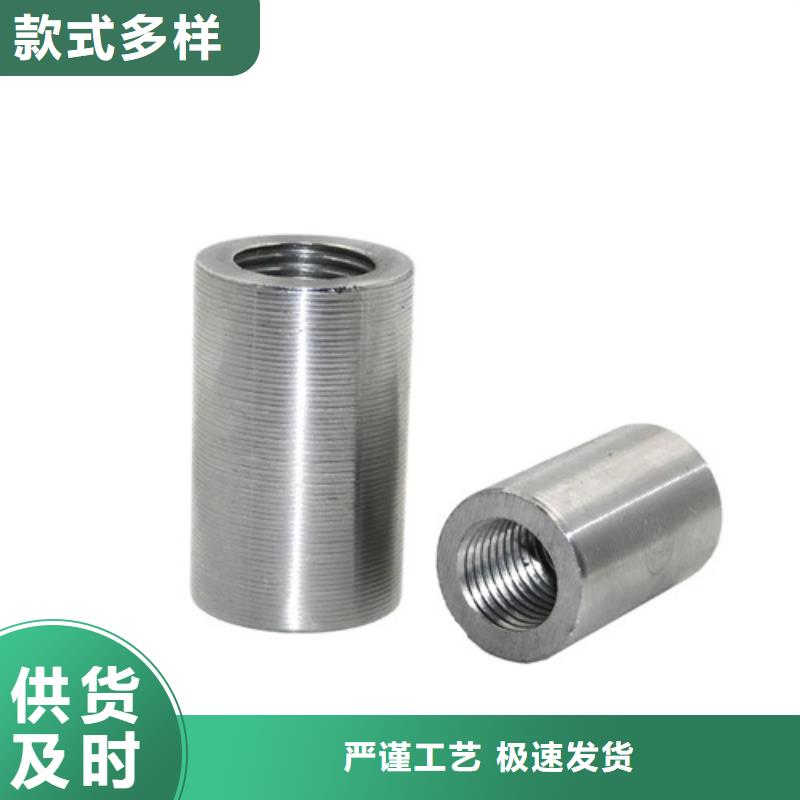
 钢筋套筒连接套筒使用前的准备工作:1.选择相应的钢筋连接套筒。如果连接钢筋的厚度不同,可选择异径套管进行连接。2.钢筋端部应平整,不得有“马蹄形”端面。用钢筋平切机进行钢筋的切割是很容易的。3.剥肋预埋后,钢筋不得与套管松脱。露出2-3个螺纹齿,用扭力扳手拧紧钢筋和套筒。4.完整的施工设计图纸,包括可能工作的应急预案等。5.钢筋穿线后,应将螺纹牙充分包裹,损伤过大时应及时更换滚轮,以免螺纹牙受力不均影响接头质量。6.钢筋穿线机应定期进行维护保养,并加乳化油,使穿线机保持平稳,以提高穿线机的使用寿命。
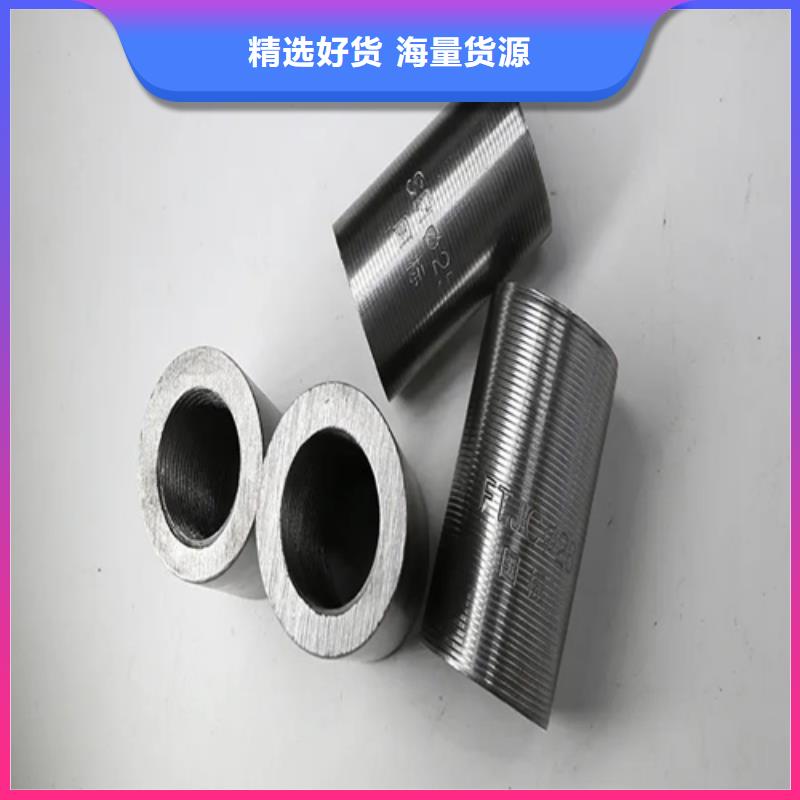
钢筋套筒连接套筒工艺原理:钢筋连接套筒等强滚轧直螺纹连接原理为:通过滚轮将钢筋端头部分压圆并一次性滚出螺纹和套筒通过螺纹连接形成的钢筋机械接头。直螺纹接头连接有六种类型:(变径型、扩口型这里不作介绍)Ⅰ型连接(标准型接头)用途可能的自由自转情况。使用铁棍原因相互在锁桥梁片断的端点力量对面。愿选择标准套筒或变径型连接套筒。Ⅱ型连接(加长型接头)用于钢筋过于长而密集,不便转动的场合。钢筋连接套筒预先全部拧入一根钢筋的加长螺纹上,再反拧人被接钢筋的端螺纹,转动钢筋半至一圈即可锁定连接件,可选用标准型连接套筒。
钢筋套筒连接套筒使用前的准备工作:1.选择相应的钢筋连接套筒。如果连接钢筋的厚度不同,可选择异径套管进行连接。2.钢筋端部应平整,不得有“马蹄形”端面。用钢筋平切机进行钢筋的切割是很容易的。3.剥肋预埋后,钢筋不得与套管松脱。露出2-3个螺纹齿,用扭力扳手拧紧钢筋和套筒。4.完整的施工设计图纸,包括可能工作的应急预案等。5.钢筋穿线后,应将螺纹牙充分包裹,损伤过大时应及时更换滚轮,以免螺纹牙受力不均影响接头质量。6.钢筋穿线机应定期进行维护保养,并加乳化油,使穿线机保持平稳,以提高穿线机的使用寿命。
钢筋套筒连接套筒工艺原理:钢筋连接套筒等强滚轧直螺纹连接原理为:通过滚轮将钢筋端头部分压圆并一次性滚出螺纹和套筒通过螺纹连接形成的钢筋机械接头。直螺纹接头连接有六种类型:(变径型、扩口型这里不作介绍)Ⅰ型连接(标准型接头)用途可能的自由自转情况。使用铁棍原因相互在锁桥梁片断的端点力量对面。愿选择标准套筒或变径型连接套筒。Ⅱ型连接(加长型接头)用于钢筋过于长而密集,不便转动的场合。钢筋连接套筒预先全部拧入一根钢筋的加长螺纹上,再反拧人被接钢筋的端螺纹,转动钢筋半至一圈即可锁定连接件,可选用标准型连接套筒。
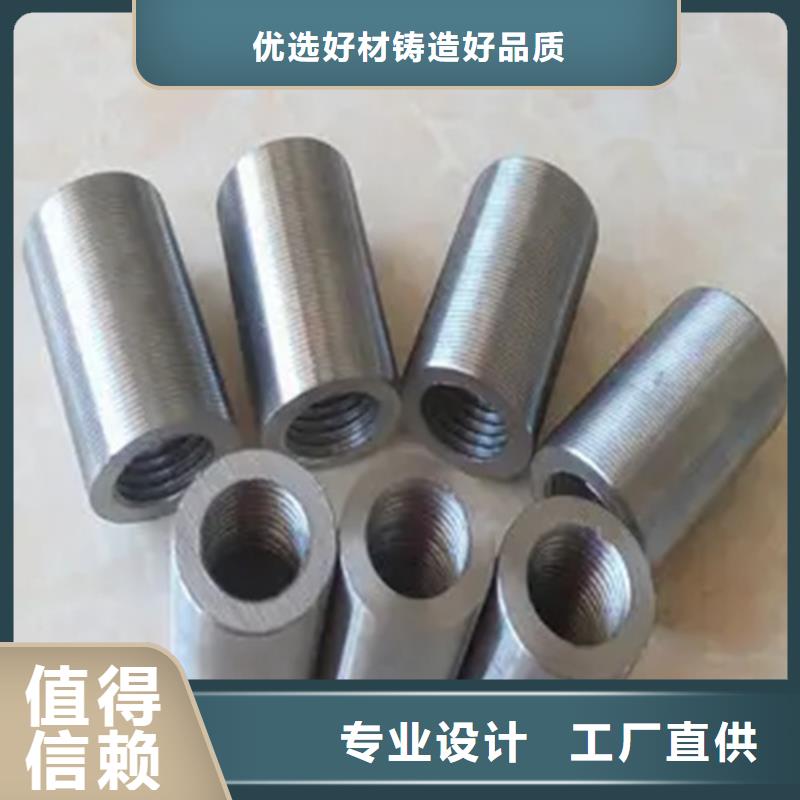
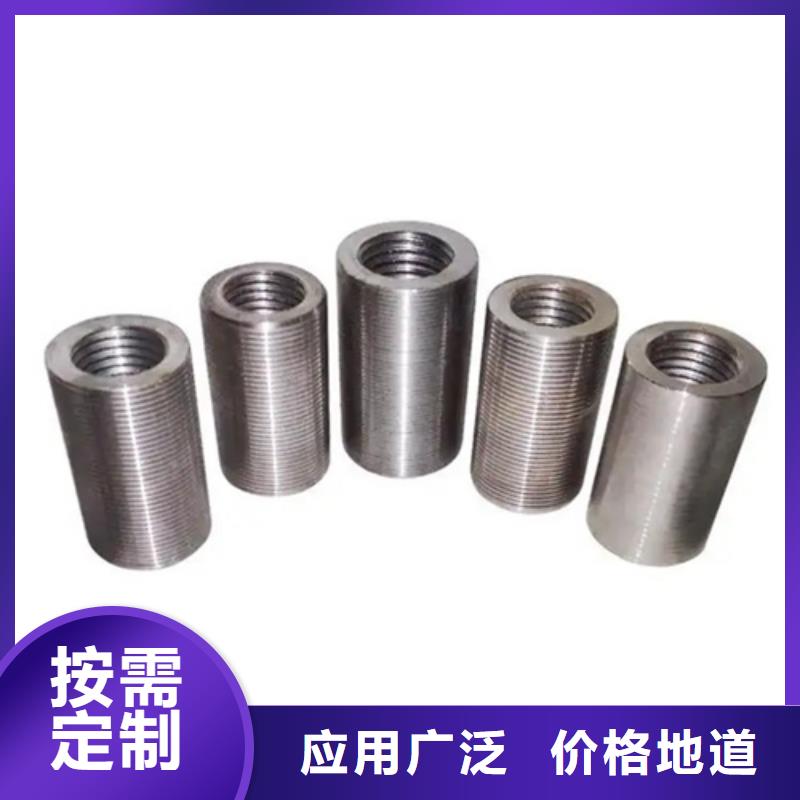
 钢筋直螺纹套筒连接是一种通过冷作硬化加工方法,采用专用的滚轧机床对钢筋端部进行滚轧,使待接钢筋端头产生塑性变形并形成螺纹,再用与其螺纹相应的内螺纹套筒将两根钢筋套筒连接到一起的机械连接方法。供货时要同时提供相应接头性能等级的接头型式检验报告、套筒原材机械性能检验报告。审查型式检验报告时应注意:①检验报告中要详细记载接头试件基本参数;②检验报告不得超过4年;③仅标准型接头需要做型式检验报告;④HRB500级钢筋接头的型式检验报告可以兼做HRB400、HRB335级的同类型、同等级接头的型式检验报告使用,反之则不允许。
钢筋直螺纹套筒连接是一种通过冷作硬化加工方法,采用专用的滚轧机床对钢筋端部进行滚轧,使待接钢筋端头产生塑性变形并形成螺纹,再用与其螺纹相应的内螺纹套筒将两根钢筋套筒连接到一起的机械连接方法。供货时要同时提供相应接头性能等级的接头型式检验报告、套筒原材机械性能检验报告。审查型式检验报告时应注意:①检验报告中要详细记载接头试件基本参数;②检验报告不得超过4年;③仅标准型接头需要做型式检验报告;④HRB500级钢筋接头的型式检验报告可以兼做HRB400、HRB335级的同类型、同等级接头的型式检验报告使用,反之则不允许。



