


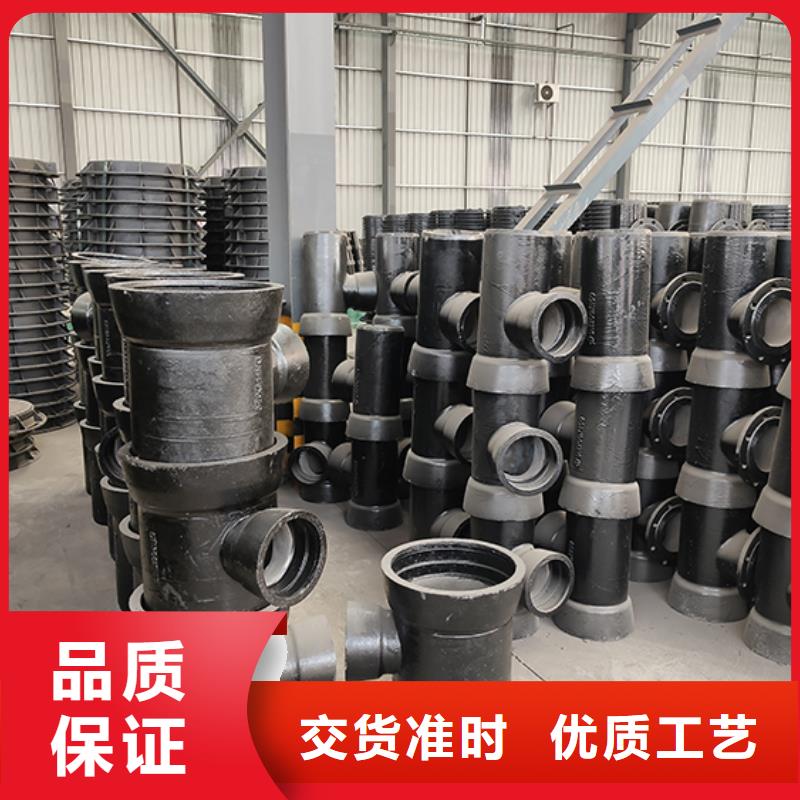







球墨铸铁管配件是球墨铸铁管的配件之一。它包括弯头、三通、异径管和承口等。材质:灰铁,球铁规格:DN15-DN300(mm)用途:用于给水、排水及煤气输送管道系统,可耐压供水压力0.02MPa-0.6MPa.工作温度:-45°C~150°C适用介质;水、油类特点:1、抗腐蚀性能强。2、密封性能好3、安装简便4、使用寿命长5、接口形式多样6、造价较低7、内壁光滑8、重量较轻9、柔性抗震10、防结垢11、防鼠咬12、阻燃防火13、规格齐全应用范围:1.适用于输水管道系统2.适用于输气管道系统3.适用于煤气输送工程
球墨铸铁管配件的连接方式是较灵活的,管的内径和外径不管多大,只要是公称直径是一样的就可以做到相互连接,而且口径大小可以用配套管件进行伸缩变径。球墨铸铁管的外径和钢管PE管的外径是一样的,所以如果在施工过程中和钢管连接也是可以的,用法兰盘螺栓进行连接。如果去是PE管和球墨铸铁管连接要进行热熔的工艺方式,也是用法兰盘,球墨铸铁管的配件齐全,不同口径可进行变径伸缩,和镀锌管连接可用丝扣进行连接,配件种类齐全,安装快捷便利。
灌水。打开系统 点的放气阀,关闭系统 点的泄水阀,向系统灌水。试压用水应使用纯净水,当对奥氏体不锈钢球墨铸铁管或连有奥氏体不锈钢球墨铸铁管或设备的球墨铸铁管进行试验时,水中氯离子含量不得超过25*10-6(ppm)。待排气阀连续不断向外排水时,关闭放气阀。检查。系统充水完毕后,不要急于升压,而应先检查一下系统有无渗水漏水现象。升压。吹水检查无异常,可升压,升压用手动试压泵(或电动试压泵),升压过程应缓慢,平稳,先把压力升到试验压力的一般,对球墨铸铁管系统进行一次的检查,若有问题,应泄压修理,严禁带压修复。若无异常,则继续升压,待升压至试验压力的3/4时,在做一次检查,无异常时再继续升压到试验压力,一般分2~3次升到试验压力。持压。当压力达到试验压力后,稳压10min。再将压力降至设计压力,停压30min,以压力不降,无渗漏为合格。试压后的工作。试压结束后,应及时拆除盲板,膨胀节限位设施,排尽系统中的积水。3.水压试验应注意的事项1)试验前,想系统充水时,应将系统的空气排尽。2)试验时,环境温度不应低于5℃,当环境温度低于5℃时,应采取防冻措施。3)试验室,应测试试验温度,严禁材料试验温度接近脆性转变温度。4)承受内压的地上钢球墨铸铁管及有色金属球墨铸铁管试验压力应为设计压力的1.5倍,埋地钢球墨铸铁管的试验压力应为设计压力的1.5倍,且不得低于0.4MPa。5)当球墨铸铁管与设备作为一个系统进行压力试验时,球墨铸铁管试验压力等于或小于设备的试验压力时,应按球墨铸铁管配件的试验压力进行试验,当球墨铸铁管试验压力大于设备的试验压力,且设备的试验压力不低于球墨铸铁管设计压力的1.15倍时,经建设单位同意,可按设备的试验压力进行试验。
一、球墨铸铁管、球墨铸铁管配件的壁厚:当球墨铸铁管铸件表面形成硬壳后,内部的金属液温度越高,液态收缩***越大,所以缩孔、缩松的容积***值和相对值都会增加。若壁厚变化太突然,孤立的厚断面得不到补缩,会使产生缩孔缩松的现象倾向增大。二、碳当量:如果提高碳量,***增大了石墨化膨胀,则可减少缩孔缩松的现象。提高碳当量还可以提高球铁的流动性,有利于补缩。提高碳当量时,不应使球墨铸铁管铸件产生其他缺陷。 三、稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会球墨铸铁管增加缩孔、缩松的现象。 四、球墨铸铁管浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,则不能保证金属液顺序凝固;另外,冒口的补缩效果是由冒口的数量、大小以及与铸件的连接有关的。五、球墨铸铁管的温度:浇注球墨铸铁管温度高,有利于补缩,但太高会增加液态收缩量,对缩孔、缩松不利,所以应根据具体情况合理选择适宜的浇注温度。六、砂型的紧实度:若砂型的紧实度太低或不均匀,可能会产生型腔扩大的现象,致使原来的金属不够补缩而导致铸件产生缩孔缩松的现象。七、磷:球墨铸铁管铁液中含磷量如果偏高,会使凝固范围扩大,低熔点磷共晶在***后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向。 球墨铸铁管道气密性检测的常用方法:气密性试验是球墨铸铁管生产过程中不可缺少的工序,是产品质量的保证,在使用过程中气密性指标也是非常重要的。生产、气体泄漏检测的重要过程包括有毒气体泄漏检测、可燃气体泄漏检测和气密性试验。
