



<陕西>神悦钢材有限公司38718
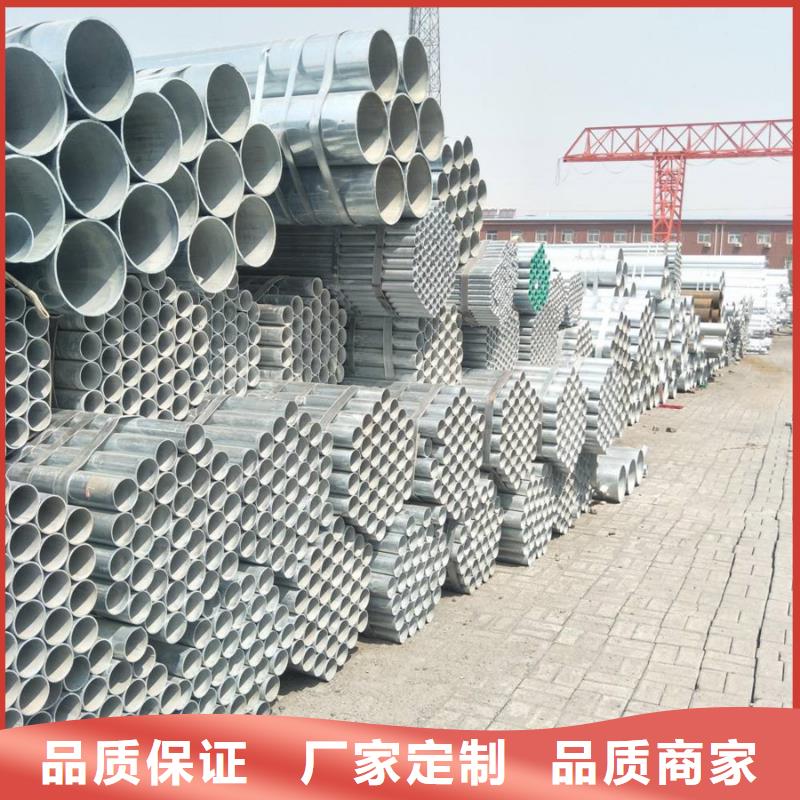
陕西热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。
陕西镀锌管加工工艺涂层加工工艺与涂层的质量密切相关。规定涂布辊、涂料辊、计量辊与印版的相对线速比应控制在一定范围内。应根据不同的管理制度和涂层材料。根据安装产品的膜厚,为建筑涂料设定一定的粘度范围,保证涂料的顺利发展,促进产品质量的提高。建筑涂料的干燥固化过程,烘箱操作必须按要求控制,不能随意改变,否则会严重影响镀锌无缝管涂料产品的偏色和特性。 陕西16mn镀锌焊管因其优异的抗压强度和耐久力而成为流行的管件,但不必立即应用。 只需在使用前适度调整管件的状况,以确保其能够正常工作。 其中,抛光处理是比较关键的一环,可以提高管件的实用效果。 研磨抛光是通过对原材料表层进行钻孔和塑性变形以去除研磨抛光后的凸部而获得光滑表面的一种研磨抛光方法。 一般采用油石条、毛轮、磨砂纸等,手工制作的龙头,独特的零件,例如在旋转体表面,可以使用转台等辅助软件,超 对工艺性能要求高的可采用精磨抛光法。 超细研磨抛光是一种特制的模具。

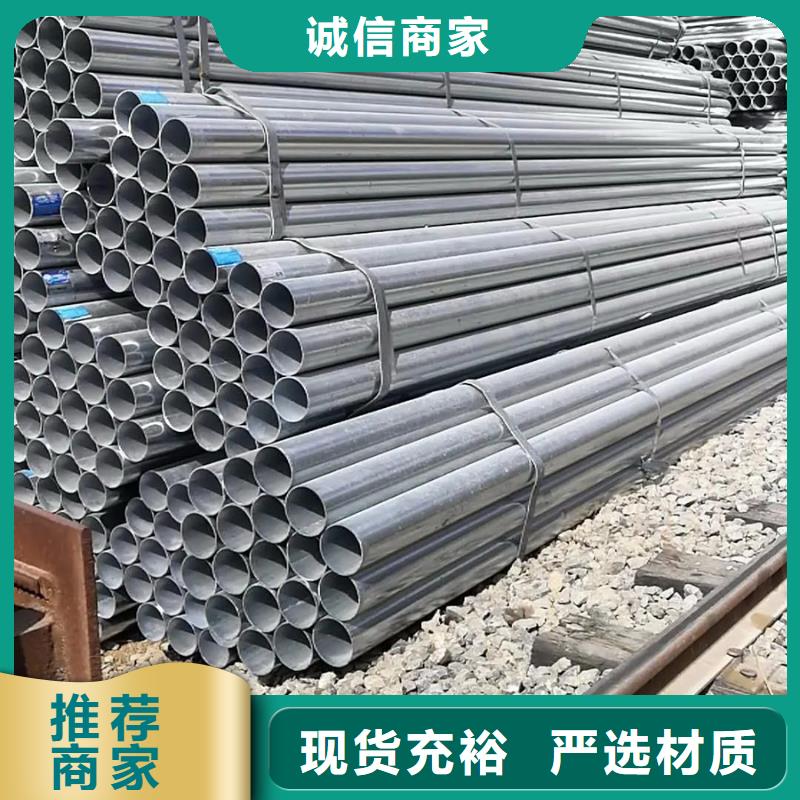
陕西镀锌管高韧性镀锌无缝钢管不允许用阳极除油; 在热处理过程中,严格控制乙醇和丙烷气体的滴加量; 在电镀过程中,碱性镀液或高电流的镀液中透氢量较少。在使用氢扩散率低、氢溶解度低的镀层时,一般认为在Cr、Zn、Cd、Ni、Sn、Pb的电镀过程中,渗入铸铁的氢很容易残留,而 Cu、Mo、Al、Ag、Au、W等镀锌无缝钢管镀层的氢扩散率低,氢溶解度低,渗氢少。在满足产品技术标准的情况下,可选择不易渗氢的涂层,如机械设备热镀锌或无铬锌铝涂层,不易渗 引起碱脆,具有较高的耐腐蚀性,附着力好,比电镀工艺更环保。 电镀原位应力和电镀后脱氢,以碱脆的隐患。 陕西热浸锌管在热处理、焊接等工序后内部残余地应力很大,则应在电镀前进行淬火处理以解决问题。 淬火去除原位应力实际上可以降低零件的内应力。 减少了捕集器的总数,从而减轻了碱脆的隐患。 涂层的厚度是可控的,因为涂层覆盖在标准件的表面,涂层在一定程度上具有氢气向外扩散的天然屏障作用,会阻挡氢气向外扩散到工件表面。 在标准部分之外。 当镀层厚度超过2.5μm时,氢气很难扩散出标准件。 因此,对于强度<32HRC的标准件,涂层厚度可规定为12μm; 对于强度≥32HRC的高强度螺栓,涂层厚度应控制在8μmmax。


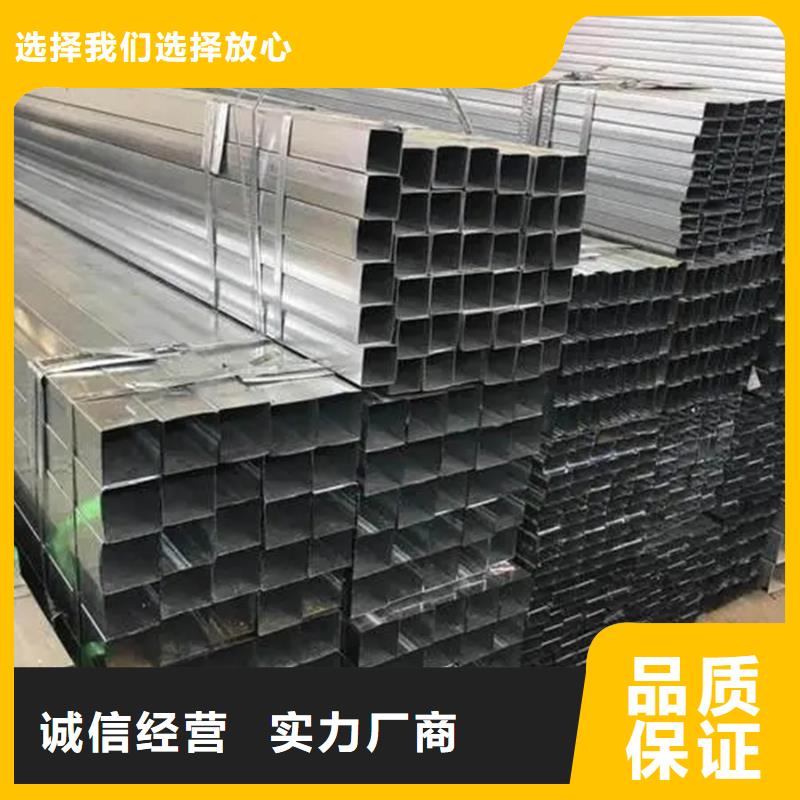
陕西Q345B镀锌方管温度是影响镀锌方管质量的关键因素。镀锌方管材料加热温度的均匀性直接影响到破裂的镀锌方管的厚度均匀性和内表面质量,进而影响镀锌方管产品的厚度和质量。其次,镀锌方管冷轧时的温度和均匀性,特别是终轧温度,与热轧状态下订购的产品的物理性能、管径等规格精度和表面质量有关,特别是当钢 或管材超过温热甚至粗粒时,都会导致报废。因此,在热轧镀锌方管的加工过程中,要严格按照加工工艺要求做好加热和控制变形温度。 陕西Q345B镀锌管加工工艺调整的质量和工作质量对镀锌方管的几何外观质量有关键影响。例如,切割机和轧机的调整影响镀锌方管产品的厚度精度,而定径机的调整则关系到镀锌方管的直径精度和直线度。而且,加工工艺的调整也影响着冷轧全过程能否正常进行。专用工具的质量好坏,稳定与否直接关系到镀锌方管的规格、精度和表面质量能否得到合理控制以及专用工具的成本;镀锌方管的质量和心轴的表面受到影响。锌钢管的内表面,二是影响芯棒消耗和产品成本。
