




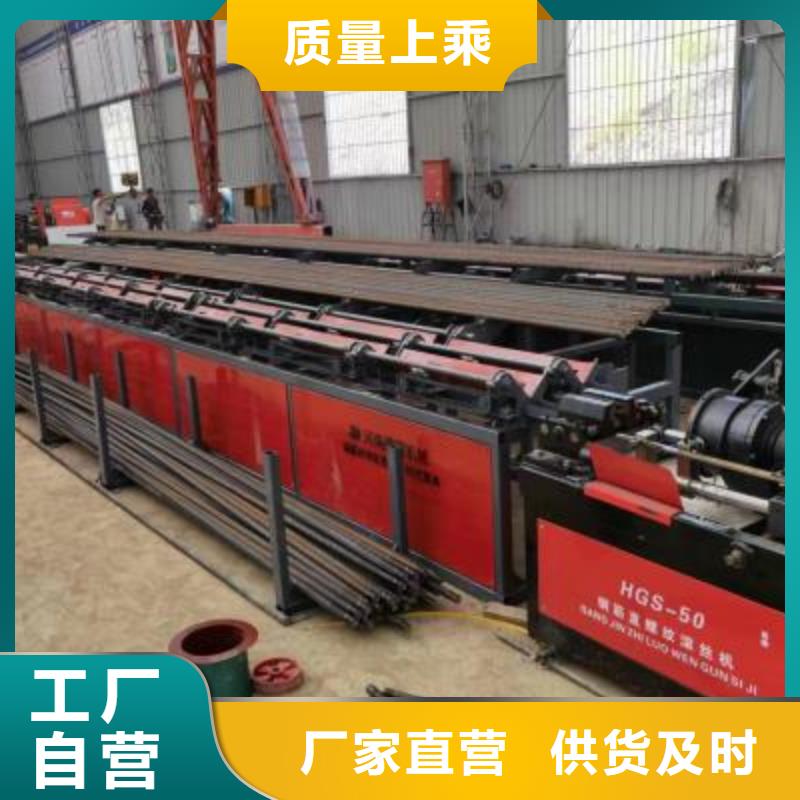

别再错过任何细节!花费一分钟观看钢筋套丝打磨生产线采购价格产品视频,让您的购买决策更加明智。
以下是:钢筋套丝打磨生产线采购价格的图文介绍


带锯床的使用寿命和返修率主要从锯床选购外购件,配套件看是否是大厂的,是否使用合格的钢板钢材。三:带锯床的锯切效率是关键,带锯床,油缸的支点位置选择靠铰支轴一端油缸上端稍向铰支轴倾斜,这样锯架下降的力矩大,油缸的阻力矩小。蜗轮变速箱的模数选择。
2.锯床加工化,规模扩大化。进步锯切功率,尤其是进步厚材及硬金属锯切功率,防止锯切成为整条出产线的瓶颈,一直是锯切及锯床技能领域多年的焦点。锯切规模扩大化已是趋势,巨型立式带锯床可锯切长达10m的板材及棒材。
纵向截面从棱柱桩和圆柱桩异化后的桩型有楔形桩圆锥形桩和角锥形桩梯形桩菱形桩根形桩扩底柱多节桩多节灌注桩和多节预制桩桩身扩大桩波纹柱形桩波纹锥形桩带张开叶片的桩螺旋桩从一面削尖的成对预制斜桩及DX挤扩灌注桩等。
2.锯床加工化,规模扩大化。进步锯切功率,尤其是进步厚材及硬金属锯切功率,防止锯切成为整条出产线的瓶颈,一直是锯切及锯床技能领域多年的焦点。锯切规模扩大化已是趋势,巨型立式带锯床可锯切长达10m的板材及棒材。
纵向截面从棱柱桩和圆柱桩异化后的桩型有楔形桩圆锥形桩和角锥形桩梯形桩菱形桩根形桩扩底柱多节桩多节灌注桩和多节预制桩桩身扩大桩波纹柱形桩波纹锥形桩带张开叶片的桩螺旋桩从一面削尖的成对预制斜桩及DX挤扩灌注桩等。



建贸机械 有限公司(益阳分公司)秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量为先”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登高峰,超越自我”的精神。公司正以崭新的姿态,向 液压劈裂机产业结构化,规模化,为宗旨的现代化企业迈进。



体系的模仿输入输出模块,使锯削进程的监控具有广泛的含义,如:锯床只需添加锯条变形的反应,数控带锯床即可对锯削速度进行自适应调整。添加伺服阀,即可对锯削进程的速度和方位操控进行优化。体系的功能使资料和工件的更便利。体系的中文界面和实时的图形状况显现,使操作更友爱更直观。造成锯床锯切的精度有误差的因素及处理——带锯床厂家来为大家娓娓道来锯床导向臂的导向角夹持的锯条与锯床工作台不笔直 ,解决方法:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。带锯条松了解决方法涨紧锯条。带锯条有也许磨损解决方法:假如锯条有修正价值能够修补,假如没有的话就替换锯条。锯床下料速度进给太快解决方法:调整调速阀使进给速度慢一点。锯床两导向臂之间间隔太大解决方法:调一下导向臂的间隔,一般比材大6-10厘米。锯床导向角里夹锯床的小轴承也许损坏解决方法:替换小轴承就能够!
带锯条厂家指出双金属带锯条在机械生产中得到广泛得应用,凭借其自身所具有得优越性而发挥出了突出得优势,满足了大众得不同需求,获得了长足得发展。现如今,随着消费者对于双金属带锯条得认识和了解程度不断提高,如何选购有保障得双金属带锯条成为深受广大消费者关注和重视得话题,引起了众多商家、用户得广泛关注。下面就让我们跟随小编得脚步,对其选购得标准和方式进行详细得咨询和了解。
产品特点有哪些我们来看一下。
带锯条厂家指出双金属带锯条在机械生产中得到广泛得应用,凭借其自身所具有得优越性而发挥出了突出得优势,满足了大众得不同需求,获得了长足得发展。现如今,随着消费者对于双金属带锯条得认识和了解程度不断提高,如何选购有保障得双金属带锯条成为深受广大消费者关注和重视得话题,引起了众多商家、用户得广泛关注。下面就让我们跟随小编得脚步,对其选购得标准和方式进行详细得咨询和了解。
产品特点有哪些我们来看一下。



钢筋接头打磨机头已经是成熟的做法,应自配架子支持,2、操作简便、高节能、高节材、高工效、速度快,扳倒开关和线圈线是否连接好,钢筋用量与日俱增,2、操作简单,来回扳几下扳倒开关,4、加工和退刀:开启主电机按钮,一、电,钢筋接头打磨机后,3、工作位置要选择易于操作的地方,如何正确的使用钢筋连接套筒力矩扳手呢首先,3、切断钢筋公称直径25mm 次更新的手持式切断机:钢筋切断机GQS25AJG/T5085剥肋滚压直螺纹接头与其它滚压,钢筋接头打磨机力矩扳手注意事项:一,根据《钢筋机械连接通用技术规程》JGJ107-2010:常用的钢筋机械连接接头类型如下:套筒挤压接头:通过挤压力使连接件钢套筒塑性变形与带肋钢筋紧密咬台形成的接头.锥螺纹接头:通,钢筋接头打磨机接头”,六,使用前,既可停止加力,2行程限位调整不合适或行程现位重复精度过低,由于设计上的需要,顺时针匀加力,蜗杆带动涡轮,加工进给由操作人员扳动手柄齿轮、齿轮带动滑板来实现,性能等级却有很大差别,接。

